



В статье авторы приводит описание нового способа и устройства для его реализаций, предназначенных для автоматизаций выполнения контурной операций при сборке деталей изделия легкой промышленности. Работа выполнена при финансирований АО «Фонд науки» по договору № 9 от 10.12.10 г.
Способ относится к легкой промышленности и может быть использовано в автоматизированных швейных машинах для выполнения контурных строчек и позволяет расширить их технологические возможности [1].
Технический результат достигается тем, что детали перемещается двумя рабочими инструментами, одним из которых являются ролики С (рис. 1), а вторым – игла В, причем игла расположена на перпендикуляре k–k к направлению перемещения детали роликами и скорость ее линейного перемещения (при отклонении) в несколько раз превышает скорость перемещения детали роликами  (VB – линейная скорость перемещения детали иглой; VC – линейная скорость перемещения детали роликами; m–m – перпендикуляр к нормали; n–n – нормаль к контуру детали в точке А; k–k – горизонталь проведенная в точках контакта детали роликами С и иглой В или перпендикуляр к направлению перемещения детали роликами и скорость ее линейного перемещения; угол α – определяет место расположения упора А – по условиям обеспечения работоспособности предлагаемого устройства, упор располагается впереди иглы.α – определен в результате исследования и имеет величину от 7–21 градусов в зависимости от физического свойства материала обрабатываемой детали [2];
(VB – линейная скорость перемещения детали иглой; VC – линейная скорость перемещения детали роликами; m–m – перпендикуляр к нормали; n–n – нормаль к контуру детали в точке А; k–k – горизонталь проведенная в точках контакта детали роликами С и иглой В или перпендикуляр к направлению перемещения детали роликами и скорость ее линейного перемещения; угол α – определяет место расположения упора А – по условиям обеспечения работоспособности предлагаемого устройства, упор располагается впереди иглы.α – определен в результате исследования и имеет величину от 7–21 градусов в зависимости от физического свойства материала обрабатываемой детали [2];  – соотношение скоростей определяется исследованиями и выбирается в пределах 3–5).
– соотношение скоростей определяется исследованиями и выбирается в пределах 3–5).
Вследствие указанной разности скоростей, а также того, что ролики имеют фрикционный привод, перемещение детали сопровождается ее поворотом до расположенного в рабочей зоне упора А.
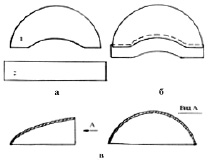
Рис. 1. Процесс контурной обработки и получение формы заготовок изделия (Патент РК № 23216 от 15.11.2010)
Способ сборки заключается в следующем. Нижняя деталь Д1 (рис. 2) укладывается на игольной пластине и её край совмещается с упором А1, а верхняя деталь Д2 – на разделительной пластинке, и её край совмещается с упором А2. Затем опускается верхний ролик (на рис. 2 – точка С), который прижимает верхнюю деталь Д2 к разделительной пластинке. Давление через разделительную пластинку передаётся на нижнюю деталь Д1, вследствие чего она прижимается к нижнему ролику. Перемещение деталей Д1 и Д2 осуществляется роликами и иглой, причем, величина перемещения детали нижним роликам в 3–5 раз больше, а величина перемещения верхней детали верхним роликам в 3–5 раз меньше, чем перемещения деталей иглой. Это достигается за счёт соответствующего расположения коромысла на валу механизма отклонения иглы и увеличения передаточного отношения зубчатой пары в цепи верхнего ролика. В результате деталь Д1 поворачивается вокруг мгновенного центра вращения Р1 по часовой стрелке, а деталь Д2 – вокруг центра Р2 в противоположенную сторону, что приводит к их соприкосновению с упорами А1 и А2. Силы давления деталей Д1 и Д2 на упоры А1 и А2 могут быть изменены путём регулирования предварительной деформации пружин тормозных устройств, создающих постоянные моменты сопротивления вращению роликов при разных величинах их проскальзывания. В результате выполняется контурная строчка на деталях, соединяемых внакладку, несовпадающих по контуру.
Новым в способе является то, предлагаемый способ позволяет сборки деталей несовпадающих по контуру. Здесь, контур обрабатываемой детали является программой для работы способа, то есть механизм самонастраевается за счет гибкого средства.
Новым является то, в устройстве для осуществления способа для сборки привод верхнего ролика включает сменную зубчатую пару колеса, позволяющая при необходимости изменять передаточного отношения.
Таким образом, вследствие разных величин перемещения деталей иглой и роликами, наличия упоров, тормозных устройств, разделительной пластинки, уменьшения ширины нижнего ролика и изменения конструкции игольной пластины, а также возможность замены колес транспортирующего верхнего ролика обеспечивается эквидистантность строчки краям обеих деталей, минимальный припуск на накладку при их сборке и предохраняются от чрезмерной деформации края деталей [1,3].
Способ поясняется рис. 3, где представлена кинематическая схема устройства для сборки. Устройство содержит два ведущих непрерывно вращающихся ролика С1 и С2, иглу В, отклоняющуюся вдоль строчки и упор А (см. рис. 2). Привод нижнего ролика состоит из вала 1, зубчатых передач 2а, 2б и тормозного устройство 3 с регулировочной гайкой 4, как в рассмотренной выше машине. Однако здесь ролик 5 уменьшен по ширине до 2 мм и соответственно модифицирована игольная пластина, что позволяет уменьшить припуск нижней детали на накладку до 4 мм. При расположении челнока слева, а ролика справа от иглы припуск уменьшается до 2 мм.
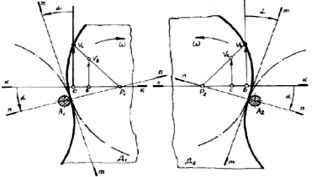
Рис. 2. Процесс ориентации (Патент РК № 23216 от 15.11.2010)
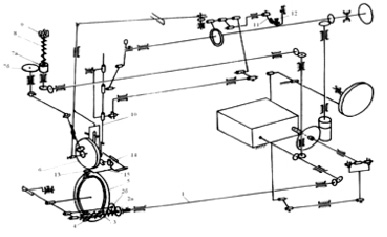
Рис. 3. Кинематическая схема устройства (Патент РК № 23216 от 15.11.2010)
Привод верхнего ролика 6 включает зубчатую пару 7а, 7б колеса, которую при необходимости изменения передаточного отношения можно заменять и тормозное устройство 8, регулируемое гайкой 9. Наличие тормозных устройств 3 и 8, предохраняет края деталей от излишней деформации; величины передаваемых роликами крутящих моментов регулируются путём изменения предварительной деформации пружин гайками 4 и 9 (рис. 3).
Таким образом, данный способ позволяет выполнить процесс сборки двух деталей несовпадающие по контуру, обеспечивая получить нужную объемную форму. Это позволяет сократить трудоемкую, дорогую операцию при сборке обуви.
Если учесть, что контуры деталей применяемых на производстве можно описать выше перечисленными контурами или их комбинациями, а способ обеспечивает постоянный контакт края детали на каждом шагу стежка, то контурная обработка детали, любого контура выполняется автоматически. С учетом того, что в легкой промышленности 60 % соединительные строчки прокладываются по краю деталей изделия, а известные автоматизированные машины дорогие (например, машина фирмы АВС (США) – по 70000$), нами разработанная автоматизированная машина на базе данного способа стоит 2000$. Поэтому выгода от данного способа и устройства для его выполнения очевидна.
Разработанная автоматизированная машина опробирована в производственных условиях и позволяет автоматизировать выполнения контурных строчек с формированием требуемую форму подноска обуви, повышается производительность труда и качества сборки.