


Scientific journal
Advances in current natural sciences
ISSN 1681-7494
"Перечень" ВАК
ИФ РИНЦ = 0,976
DEVELOPMENT OF THE MATHEMATICAL MODEL OF SUPPORTING CONE AND ROLLERS INTERACTION IN SINGLE CONICAL AND DOUBLE CONICAL INTERNAL ROLL BURNISHER

Современный этап развития технологии обработки деталей машин характеризуется все возрастающими требованиями, предъявляемыми к качеству их поверхностей, которое, как правило, в основном обеспечивается на финишных операциях. Особая роль при этом отводится применению эффективных и производительных их методов, одним из которых является поверхностное пластическое деформирование (ППД) роликами. Оно характеризуется простотой реализации, технологической гибкостью, широким диапазоном решаемых задач, производительностью. ППД роликами применяется при отделочно-упрочняющей обработке валов, отверстий, плоскостей, а также фасонных поверхностей и охватывает обширную номенклатуру различных деталей, к качеству поверхностей которых предъявляют высокие требования.
Несмотря на достигнутые результаты в области ППД существуют сложности при выборе и назначении геометрических параметров деформирующих роликов и конструктивных параметров обрабатываемого инструмента, обеспечивающих заданное качество обработки и требуемую производительность. Применяемые в настоящее время раскатывающие инструменты имеют ряд конструктивных недостатков. Главный недостаток применяемых раскатников – это невозможность обеспечить заданную стабильную силу деформирования и, как следствие, необходимые показатели качества обработанной поверхности.
В данной работе была разработана математическая модель взаимодействия опорного конуса и роликов в раскатниках, и на основе полученной модели разработана конструкция двухконусного раскатника.
На рисунке 1 представлена конструктивная схема ротационного раскатника постоянной силы с одним конусом, а на рисунке 2 для сравнения представлена схема компоновки двухконусного раскатника постоянной силы и приложенные к нему силы. При заданном радиусе обрабатываемого отверстия R = 60 мм радиус опорного конуса в сечении действия силы деформирования в первом обкатнике будет равен
Rk1 = R – 2 rp1. (1)
Радиус опорного конуса в сечении действия силы деформирования во втором обкатнике будет равен
Rk1 = R – 2·rp2, (2)
При этом rp2 = 0,75 rp1.
Если нагрузка, действующая на обрабатываемую поверхность будет одна и та же, и определяется требованиями к обеспечению заданных показателей качества поверхностного слоя, то во втором раскатнике нагрузка на опорный конус будет с будет равна.
 (3)
(3)
где φ – угол конусности конусов во втором раскатнике.
Ширина контакта, согласно теории Герца в задаче о контактных напряжениях, в первом и втором раскатниках будет равна
 (4)
(4)
Максимальные напряжения в контакте для каждого из рассматриваемых случаев определятся из зависимостей

 (5)
(5)
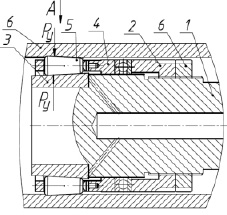
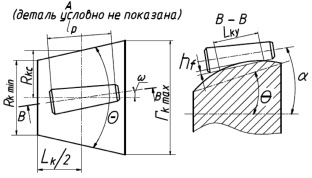
Рис. 1. Эскиз обработки отверстия раскатником и особенности установки ролика по отношению к оси детали: 1 – корпус раскатника; 2 – толкатель; 3 – конус опорный; 4 – сепаратор; 5 – ролик деформирующий; 6 – обрабатываемая деталь; α – угол внедрения; ω – угол самозатягивания; θ – угол конуса
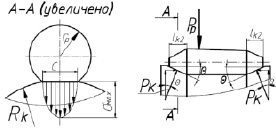
Рис. 2. Эскиз действующих сил на деформирующий ролик и опорные конусы в раскатнике двухконусном
На рис. 3. показаны зависимости изменения ширины контакта и контактных напряжений между опорными конусами и роликами от силы деформирования: 1 – вариант с одним опорным конусом; 2 – вариант с двумя опорными конусами.
а 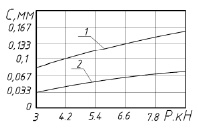 б
б 
Рис. 3. Изменение ширины контакта между опорными конусами и роликами от силы деформирования: а – и изменение максимальных контактных напряжений в контакте между роликом и конусами; б – 1 – вариант с одним опорным конусом; 2 – вариант с двумя опорными конусами
Из полученных зависимостей следует, что в раскатнике с двумя конусами ширина контакта и максимальные контактные напряжения примерно на 33 % меньше чем у раскатника с одним конусом.
Таки образом следует ожидать увеличения долговечности работы раскатника до выхода из строя на те же самые 33 %, что и определяет его преимущества.
На основе полученных зависимостей была разработана конструкция раскатника двухконусного. Двухконусный раскатник (рис. 4) состоит из корпуса 1, на котором установлены на шпонках 6 и 8 два опорных конуса 5 и 8, с которыми контактируют деформирующие ролики 7. В передней части раскатника завинчена форсунка 10. Внутри корпуса в отверстии расположена пружина 16, назначение которой возвращать опорный конус 5 обратно в первоначальное положение после окончания обработки и снятия нагрузки. От выпадения из инструмента деформирующие ролики размещены во вставках 12 и в радиальном направлении подпружинены плоскими пластинами 11, закрепленными винтами 15.
Перед началом обработки на шток 13 расположенный внутри корпуса раскатника от устройства нагружения (который на чертеже не показан, так как входит в устройство для раскатывания) прикладывается осевая сила. Эта сила действует от штока 13 на палец 2, расположенный внутри толкателя 3. Толкатель 3 перемещается воль оси раскатника и перемещает в том же направлении опорный конус 5. За счет этого деформирующие ролики 7 смещаются в радиальном направлении до тех пор, пока радиальная сила деформирования не уравновесит осевую силу. После этого включается подача и производится обработка раскатыванием. По окончании обработки шток 13 освобождается от нагрузки, а в это время под воздействием пружины 16 опорный конус, а вместе с ним и деформирующие ролики 9 возвращаются в исходное положение. Первоначально диаметр описываемой окружности деформирующими роликами имеет размер меньший нижнего предельного отклонения обрабатываемого отверстия на значение 0,5 мм. Для установки деформирующих роликов на угол самозатягивания в конструкции раскатника предусмотрен сепаратор 12 оригинальной конструкции, в котором выполнены отверстия для размещения в них деформирующих по всей поверхности роликов с отверстиями сепаратора. Это увеличивает контактную площадь соприкасания стенок отверстий сепаратора с роликами. За счет этого обеспечивается значительно меньший износ стенок сепаратора по сравнению с традиционно применяемыми раскатниками, повышается стабильность усилия деформирования, самоподачи и достигаются заданные показатели качества поверхности при обработке поверхностным пластическим деформированием роликами.
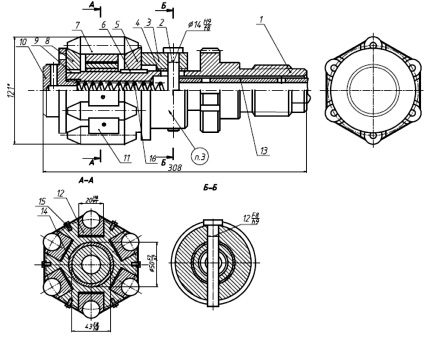
Рис. 4. Раскатник двухконусный постоянного усилия
Библиографическая ссылка
Отений Я.Н., Мартыненко О.В. РАЗРАБОТКА МАТЕМАТИЧЕСКОЙ МОДЕЛИ ВЗАИМОДЕЙСТВИЯ ОПОРНОГО КОНУСА И РОЛИКОВ В ОДНОКОНУСНОМ И ДВУХКОНУСНОМ РАСКАТНИКЕ // Успехи современного естествознания. 2013. № 12. С. 77-80;URL: https://natural-sciences.ru/en/article/view?id=33175 (дата обращения: 11.07.2026).