



Повышение эффективности функционирования и развития производственных систем машиностроения является в настоящее время одной из основных проблем, стоящих перед предприятиями машиностроительного комплекса России. В настоящее время наиболее остро стоит проблема технико-экономической и конструкторско-технологической подготовки производства, а остальные проблемы, такие как: обоснованное формирование рациональной номенклатуры выпускаемых изделий, обеспечение качества продукции, соответствующего международным стандартам, являються вытекающими.
Рассматривая промышленные предприятия как организационно-техническую систему (ОТС), а в частности конструкторско-технологическую подготовку производства (КТПП), важнейшей задачей для обеспечения реинженеринга является устранение противоречий между сотрудниками, особое внимание следует уделить проектно-конструкторским и производственно-технологическим подразделениям, чьи противоречия возникают в момент достижения цели относительно одного подразделения. Таким образом, видно, что для эффективной работы предприятия необходима согласованность в действиях специалистов разных подразделений, которая должна быть заключена в рамки области компромисса, в которой действия всех участников будут достаточными для достижения ОТС цели, поставленной заказчиком потребителем, эту согласованность можно достигнуть используя стимулирование со стороны руководителей технологического и производственного подразделений (РТП и РПП соотв.).
Ниже представлена диаграмма согласования, модель которого была построена с помощью Bpwin 4.0.
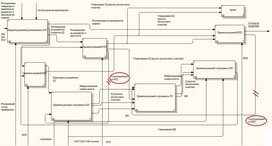
Рисунок 1 – Диаграмма IDEF0 (блок согласования интересов в ОТС при КТПП)
Из данной диаграммы видно, что все её элементы имеют специфическое предназначение. И возникает необходимость разработки математической моделей механизмов принятия решений для формирования области компромисса, с целью устранения противоречий между проектно-конструкторскими и производственно-технологическими подразделениями. В момент взаимодействия разных подразделений начинаются разногласия между конструкторами и технологами: срабатывает противоречие в интересах.
Конструкторы пытаются добиться такой надежности, в конструкции изделия, чтобы она могла обеспечить поставленные заказчиком. Технологи же в свою очередь, стараются добиться такого уровня трудоёмкости изготовления, чтобы каждый новый технологический процесс, связанный с новым изделием, привести к типовому процессу. И чем ближе новый технологический процесс к типовому, тем меньше необходимо времени на его освоение, а значит и большее количество деталей необходимого качества предприятие может изготовить.
Таким образом наиболее рациональной математической моделью устранения противоречия является математическая модель, удовлетворяющая конструкторской надежности и технологическую трудоёмкость, основанная на конструкционно-технологической сложности изделия (КТСИ), где она будет выступать непосредственно как мера затрат ресурсов на реализацию различных этапов жизненного цикла изделия.
В общем случае КТСИ машиностроительного изделия представляет собой неотъемлемое его свойство, учитывающее геометрические, структурные и субструктурные свойства изделя и его структурных составляющих, а также предъявляемые к ним конструкторские и технологические требования в соответствии с существующим уровнем развития производственных сил. Учитывая, все выше сказанное, сложность можно разложить на две составляющие, каждая из которых будет относиться к определенному элементу ОТС:
D=
D - конструкторско-технологическая сложность изделия (КТСИ)
 – конструкторская сложность изделия
– конструкторская сложность изделия
 - технологическая сложность изделия
- технологическая сложность изделия
Где в сою очередь
Где K=
q -коэффициент нормализации сложных изделий
KСПЕЦ – показатель количества специализированных элементов конструкции;
KСВЯЗЕЙ – показатель количества элементарных связей в изделии;
KТЕХ.ОСН. – показатель уровня технологического оснащения производства;
 – множество порождающих элементов, определяющих данный элемент;
– множество порождающих элементов, определяющих данный элемент;
 – множество технологических параметров элемента;
– множество технологических параметров элемента;
 множество технологических параметров изделия;
множество технологических параметров изделия;
Откуда мы можем ввести термин технологичность, который будет отвечать за выборку из множества конструкторских решений (МКР) и множества технологических решений (МТР), такого решения которое бы удовлетворяло бы и технологов, и конструкторов, и рассчитать которую можно как функцию от технологической сложность изделия (ТСИ) т. е.
 f(
f( )
)
Функция f( ) может иметь корреляционное представление, как в работах Коршунова А.И, то есть Т=a+b
) может иметь корреляционное представление, как в работах Коршунова А.И, то есть Т=a+b , в принципе же можно использовать по моему мнению, представление зависимости Т от
, в принципе же можно использовать по моему мнению, представление зависимости Т от  , через набор коэфицентов организации технического уровня существующей производства, то есть:
, через набор коэфицентов организации технического уровня существующей производства, то есть:
 (1)
(1)
А уже непосредственно в коэффициент будут входить:
- Коэффициент стабильности кадров:

где nвн – количество работников, принятых на работу в течение последнего календарного года; N – общее количество работающих;
- Показатель квалификации исполнителей:

где рi – количество рабочих i-го разряда; N – общее количество работающих;
- Показатель стандартизации и унификации:

где nуниф – количество унифицированных деталей в изделии; nдет – количество деталей в изделии;
- Показатель уровня технической оснащенности:

где n – общее количество оборудования, шт; nавт – количество единиц автоматизированного оборудования, шт.;
- Показатель срока эксплуатации оборудования:

где n10 – количество единиц оборудования со сроком эксплуатации менее десяти лет, шт.
Так же стоит в этот список включить коэффициент согласования, который отвечает за количество принятых предложений от сотрудников по улучшению технологий на предприятии:

где,  принятых технологических предложений.
принятых технологических предложений.
Данный коэффициент имеет большое значение так как на нем можно создать мотивационную систему, для дополнительного стимулирования как молодых специалистов, так и уже опытных работников предприятия, что безусловно приведет к улучшению технологической обстановки на предприятии.
Так же стоит включить ключевой показательэффективности, который позволил бы оценить эффективность работы предприятия.
Таблица 1
|
Процент выполнения показателя |
Коэффициент |
Смысл коэффициента |
|
Выполнение плана менее 50% |
0 |
Недопустимо |
|
Выполнение плана 51-89% |
0,5 |
Низкий уровень |
|
Выполнение плана на 90-100% |
1 |
Достижение целевого значения (выполнение плана) |
|
Выполнение плана 101-120% |
1,2 |
Лидерство |
|
Выполнение плана более 120% |
1,5, 2 или 1(**) |
Агрессивное лидерство или управление точностью планирования** |
В результате подставив все эти коэффициенты в формулу (1) получим:

И в результате точность нахождения технологичности возрастёт.
Проблема технико-экономической и конструкторско-технологической подготовки производства, может быть решена с помощью представленного математического аппарата, так как он включает в себя основные производственные параметры на всех уровнях КТПП. При должной доработке и автоматизации, этот аппарат значительно снизит производственные издержки на любом предприятии машиностроительного профиля.