


Scientific journal
Advances in current natural sciences
ISSN 1681-7494
"Перечень" ВАК
ИФ РИНЦ = 0,976
AUTOMATION OPERATION OF STRUCTURAL AND TECHNOLOGICAL TREATMENT PARAMETERS BY SURFACE PLASTIC DEFORMATION BY THE ROLLERS

Качество продукции является самым точным и обобщающим показателем научно-технического прогресса. Среди прогрессивных технологических процессов, направленных на повышение надежности и долговечности изделий, особое место занимает обработка поверхностным пластическим деформированием (ППД). Высокая эффективность и технологичность методов ППД отводит им роль значительного резерва повышения качества изделий машиностроения.
Целью поверхностного пластического деформирования роликами является достижение в поверхностном слое заданной совокупности показателей качества, которые влияют на эксплутационные характеристики. Достигнутый уровень понимания процессов, происходящих при обработке, позволяет целенаправленно и обоснованно управлять процессом обработки. Но при обработке ППД роликами существует чрезвычайная сложность протекания процесса и взаимосвязи между параметрами и факторами обработки с одной стороны и качеством обработки с другой стороны. Одновременно с этим ставится цель достижения заданной производительности, минимизации затрат на обработку и надежности обрабатываемого инструмента. Такое состояние дел в области обработки ППД подразумевает необходимость создания универсальных зависимостей, учитывающих все факторы. Многие исследователи концентрируют свое внимание на выделении наиболее существенно влияющих факторов обработки и обеспечению оптимальных значений тех показателей качества, которые значительно влияют на эксплутационные характеристики деталей [1; 2].
В данном исследовании такими показателями качества выбраны: глубина упрочнения в зависимости от изменения геометрических параметров ролика при заданной глубине внедрения ролика, (или что тоже – от усилия деформирования), одновременное обеспечение шероховатости поверхности и проверка значения максимальной температуры, возникающей в зоне контакта.
В результате проведенных исследований установлено, что глубина упрочнения зависит главным образом от максимальных напряжений в зоне контакта, их интенсивности и закона распределения. Эти факты удалось установить на основе теоретических и экспериментальных исследований. Причем впервые решена задача определения кинематики точек деформируемой поверхности, а через нее напряженного состояния в зоне контакта [3].
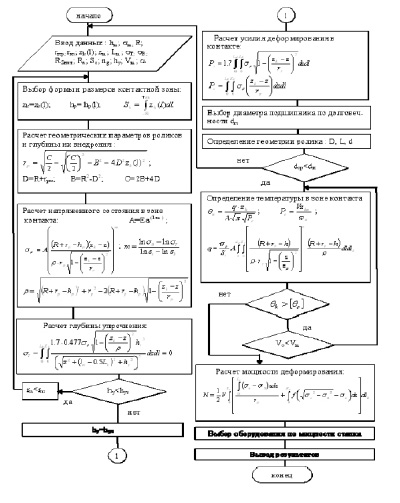
Блок-схема алгоритма расчета рациональных конструктивно-технологических параметров обработки ППД роликами
Была произведена систематизация полученных теоретических результатов в виде блок-схемы алгоритма расчета рациональных конструктивно-технологических параметров обработки ППД роликами, обеспечивающих заданные показатели качества (рисунок). Сущность расчета заключается в том, что в качестве исходных данных задаются глубина внедрения ролика hm, размеры ролика rпр, требуемая глубина упрочения hу и шероховатость Rz нач, угол внедрения деформирующего ролика α, радиус обрабатываемой поверхности R, длина деформирующих роликов Lm, подача So, свойства обрабатываемого материала σm; σт; σв. Далее необходимо осуществить выбор формы и размеров контактной зоны. В следующем блоке производится расчет геометрических параметров роликов и глубины их внедрения. Затем рассчитывается напряженное состояние в зоне контакта и глубины упрочнения. В соответствии с блок-схемой (рисунок), в блоке сравнения сопоставляются величины заданных hyз и расчетной глубины упрочнения. В случае, если глубина упрочнения оказывается меньше заданной, задействуется блок расчетной схемы, по которому принимается решение о необходимости изменения формы и размеров контактной зоны и соответственно изменения геометрических параметров роликов и глубины их внедрения. Изменение этих параметров производится с заранее заданным шагом. При выполнении равенства заданного и конкретного значения глубины упрочнения рассчитывается усилие деформирования в контакте. Затем выбирается диаметр опорного подшипника по долговечности и уточняется геометрия ролика. Полученное значение диаметра подшипника сравнивается с диаметром отверстия под подшипник . Если полученное значение оказывается больше dор, то управление передается в начало программы. Если же меньше или равно, то далее производится расчет температуры в зоне контакта. Если температура в контактной зоне больше предельно допустимой, то необходимо уменьшить скорость обработки и пересчитать температуру. Если значение температуры в зоне контакта не превышает допустимых значений для данного материала, то производится расчет мощности деформирования. По полученному значению мощности деформирования выбирается станок, обеспечивающий данную мощность. Далее производится вывод полученных результатов: радиус ролика, профильный радиус ролика, шероховатость поверхности, глубина упрочненного слоя, температура в контактной зоне и завершение работы программы.
Разработанный алгоритм, реализованный на ЭВМ может быть использован при решении вопросов автоматизации проектирования эффективных технологических процессов обработки деталей машин ППД роликами, обеспечивающих заданное качество поверхностного слоя.
Библиографическая ссылка
Мартыненко О.В. АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ КОНСТРУКТИВНО-ТЕХНОЛОГИЧЕСКИМИ ПАРАМЕТРАМИ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ РОЛИКАМИ // Успехи современного естествознания. 2014. № 11-1. С. 41-43;URL: https://natural-sciences.ru/en/article/view?id=34310 (дата обращения: 07.07.2026).