


Scientific journal
Advances in current natural sciences
ISSN 1681-7494
"Перечень" ВАК
ИФ РИНЦ = 0,976
USE OF THE METHOD OF THE DIFFERENTIAL SCANNING CALORIMETRY AND THE THERMOGRAVIMETRIC ANALYSIS FOR DEFINITION OF STRUCTURE AND TEMPERATURE OF DESTRUCTION OF SECONDARY POLYMERS

В современном мире производится примерно 150 видов пластиков, из которых 30 % представляют смеси разных полимеров. Практика последних десятилетий показала, что сформировался рынок полимеров крупнотоннажного производства. Стандартные термопласты – полиэтилен (ПЭ), полипропилен (ПП), полистирол (ПС), поливинилхлорид (ПВХ) – составляют около 80 % выпускаемых полимеров. Рост объемов производства полимеров приводит, соответственно, к росту их доли в отходах и ухудшению экологической ситуации в регионах [2, 6].
Одним из основных направлений в утилизации отслуживших свой срок пластмасс является рециклинг [12]. Под «рециклингом» понимают переработку отходов каким-либо способом с получением материалов, продуктов или изделий, пригодных к дальнейшему использованию [10, 11].
Механическая переработка полиолефинов составляет важную область индустрии вторичной переработки. Конечные свойства и экономическая ценность полиолефинов зависят от степени деструкции при первичном использовании и от условий вторичной переработки. Кроме того, химическое строение полиолефинов имеет важное значение для формирования свойств вторично переработанного полимера.
Поскольку в результате использования полимерных материалов их физико-механические свойства практически не меняются, то возможна их вторичная переработка [4, 7, 16].
Полиэтилен (ПЭ) является самым крупнотоннажным по объему полимером, производимым в мире. Он имеет низкую температуру плавления (обычно между 106 и 130 °С, в зависимости от плотности) и может производиться с широким диапазоном вязкостей расплава. Полимер обладает почти нулевым водопоглощением и очень высокой стойкостью к агрессивным средам, включая сильные кислоты, относительно высокой стойкостью к окислению по сравнению с другими полиолефинами, следовательно, требует меньшего количества антиоксидантов для переработки и для последующей эксплуатации на открытом воздухе.
Полипропилен (ПП) является линейным термопластом из семейства полиолефинов и одним из самых экологически чистых, безвредных материалов среди всех полимеров, применяемых в производстве упаковки для пищевых продуктов. Высокая термостойкость материала позволяет применять готовые изделия как для глубокой заморозки продукта, так и для разогрева в микроволновых печах.
Полипропилен подвержен всем типам деструкции ввиду своего химического строения, в особенности из-за наличия третичного углерода в главной цепи. Резкое уменьшение молекулярной массы, особенно после первого цикла переработки, является следствием процессов деструкции.
Основными областями применения вторичного полипропилена являются автомобильные запчасти, такие как бамперы, брызговики, приборные панели и др. Вторичный полипропилен используется для производства таких изделий, как ящики, тара, пластмассовые брусья (с ПЭ) и офисные принадлежности.
Поливинилхлорид (ПВХ) – универсальный полимер, который по объему потребления стоит на втором месте в мире после полиэтилена [9]. Количество ПВХ в общем потоке отходов составляет 0,5–0,7 %. При вторичной переработке ПВХ возникает ряд трудностей [9]: посторонние включения; термическая нестабильность материала; многокомпонентная структура большинства изделий из ПВХ; маленькие объемы сбора использованных изделий из ПВХ.
Одним из направлений использования полимерных отходов является создание композиционных материалов с использованием различных наполнителей, в том числе древесных и техногенных отходов (зола уноса ТЭС и шлак металлургических предприятий) [1, 3, 5, 8].
Для использования вторичных полимеров в качестве сырья необходимо предварительно установить их состав и температуру деструкции.
Цель исследования – определить состав и температуру деструкции вторичных полимеров при помощи метода дифференциальной сканирующей калориметрии и термогравиметрического анализа.
Для проведения эксперимента использовали вторичные полимеры (отходы упаковки, тары, ПВХ-профили): полиэтилен высокого давления (ПЭВД), полипропилен (ПП) и поливинилхлорид (ПВХ).
В соответствии с ISO 11357 был проведен анализ образцов методом ДСК. Аналитическим сигналом является разница тепловых потоков пробы и образца сравнения. Обязательное условие метода – наличие системы программирования температуры, которая позволяет задать соответствующую температурную программу: нагревание с постоянной скоростью, выдерживание в изотермическом режиме, резкое охлаждение и затем нагревание с постоянной скоростью. Для получения постоянно воспроизводимого результата проводили все измерения в постоянных условиях при постоянной массе образца, давлении в печи [15].
В соответствии с DIN 51006, ASTM Е 1131 был проведен термогравиметрический анализ [13, 14]. Изменение массы измерялось как функция температуры.
Исследование проводили на синхронном термоанализаторе марки STA449F3 Jupiter фирмы NETZSCH (рис. 1).
Рис. 1. Синхронный термоанализатор марки STA449F3 Jupiter фирмы NETZSCH
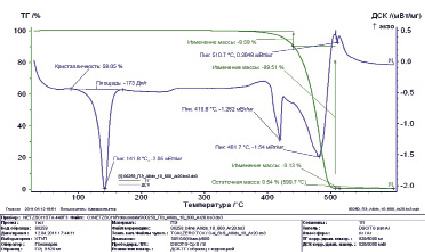
Рис. 2. ДСК и ТГ – кривые образца вторичного ПЭ
Подготовленные образцы измельченных вторичных полимеров массой 1 мг помещали в один из тиглей прибора, второй тигель оставался пустым. Далее производили нагревание образца со скоростью 10 °С в минуту. В это время компьютер регистрировал показания температур и изменение массы образцов по мере нагрева. Результаты эксперимента представлены на рис. 2–4.
На рис. 2 (ДСК и ТГ – кривые образца вторичного ПЭ) кривая, обозначенная синим цветом, показывает изменение теплового потока, исходящего от полимера (в сравнении с эталонным пустым тиглем). Эта ДСК – кривая. По ней можно судить об изменении энергетического состояния образца, т.е. об изменениях в структуре. Кривая, обозначенная на графике зеленым цветом, показывает потерю массы композита с увеличением температуры. Эта ТГ (термогравиметрическая) – кривая.
По количеству пиков на ТГ-кривой можно судить о количестве компонентов в пластике. Их число – два, т.е. вторичный полимер изначально представляет собой сложную систему. Максимальный пик ТГ-кривой – 89,51 % соответствует деструкции основного компонента смеси – ПЭ. Температура деструкции вторичного ПЭ равна 419,6 °С. Такой вывод можно сделать на основе анализа ДСК-кривой и соответствующего пика при температуре 419,6 °С.
Остаточная масса образца по достижении температуры в 599,7 °С – 0,54 % соответствует содержанию в ПЭ незначительных минеральных добавок.
Таким образом, на основе полученных данных установили, что образец ПЭ-пластика состоит из двух компонентов; полимерная составляющая – 99 %; минеральные добавки – 0,54 %; температура деструкции полимера – 419,6 °С; температура переработки полимера – 175–245С.
На графике, представленном на рис. 3, отражены изменения вторичного ПП при нагревании. Максимальный пик ТГ-кривой – 77,70 % соответствует деструкции основного компонента смеси – ПП. Температура деструкции вторичного ПП равна 404,4 °С. Остаточная масса образца по достижении температуры в 599,7 °С – 0,09 % соответствует содержанию в ПП незначительных минеральных добавок.
Анализ кривых позволил установить, что образец ПП-пластика состоит из двух компонентов; полимерная составляющая – 99 %; минеральные добавки – 0,09 %; температура деструкции полимера – 404 °С, температура переработки полимера – 180–270 °С.
ДСК и ТГ – кривые образца вторичного ПВХ представлены на рис. 4. Максимальный пик ТГ-кривой – 46,14 % соответствует деструкции основного элемента смеси – ПВХ. Процесс деструкции сопровождается значительными энергетическими затратами, связанными с полным изменением структуры образца, и протекает плавно во времени, что свидетельствует о последовательном прохождении нескольких этапов, характеризующихся различным состоянием системы. Такой вывод можно сделать на основе анализа ДСК-кривой и соответствующего пика при температуре 295 °С. Эта температура соответствует температуре деструкции ПВХ и в ходе работы над композитом эту температуру превышать запрещено.
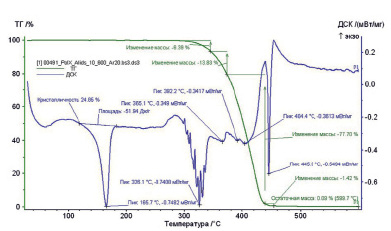
Рис. 3. ДСК и ТГ – кривые образца вторичного ПП
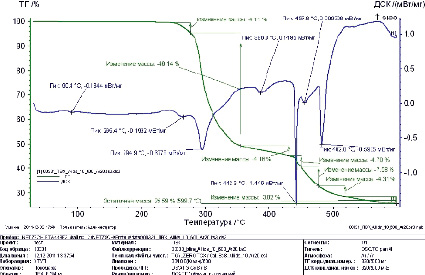
Рис. 4. ДСК и ТГ – кривые образца вторичного ПВХ
Остаточная масса образца по достижении температуры в 600 °С – 25,59 % соответствует содержанию в ПВХ минеральных добавок (предположительно – оксид титана TiO2, используемый в качестве красителя). Большое содержание позволяет предположить, что в рецептуре при изготовлении ПВХ-профиля присутствовал вторичный материал, и для устранения желтого оттенка было увеличено содержание красителя. Содержание вторичного сырья в пластике также усложняет последующую переработку, поэтому данный факт необходимо учитывать при производстве композита.
Первый пик ТГ-кривой при температуре около 265 °С соответствует деструкции легколетучих добавок в полимере. Первый же пик ДСК-кривой при температуре 90 °С показывает изменение физического состояния полимера (температура стеклования) и не сопровождается изменением массы полимера.
Результаты эксперимента показали, что образец ПВХ-пластика состоит из семи компонентов; полимерная составляющая – 46 %; минеральные добавки – 25 %; температура деструкции полимера – 295 °С; температура переработки лежит в диапазоне температур от 90 °С до 265 °С.
Таким образом, в результате исследования установили состав вторичных полимеров и температуру деструкции, используя метод дифференциальной сканирующей калориметрии и термогравиметрического анализа. Полученные данные необходимы для создания композитов на основе полимерной матрицы и их дальнейшей переработки.
Библиографическая ссылка
Ершова О.В., Мельниченко М.А., Трифонова К.В. ИСПОЛЬЗОВАНИЕ МЕТОДА ДИФФЕРЕНЦИАЛЬНОЙ СКАНИРУЮЩЕЙ КАЛОРИМЕТРИИ И ТЕРМОГРАВИМЕТРИЧЕСКОГО АНАЛИЗА ДЛЯ ОПРЕДЕЛЕНИЯ СОСТАВА И ТЕМПЕРАТУРЫ ДЕСТРУКЦИИ ВТОРИЧНЫХ ПОЛИМЕРОВ // Успехи современного естествознания. 2015. № 11-1. С. 26-30;URL: https://natural-sciences.ru/en/article/view?id=35664 (дата обращения: 27.06.2026).