


Scientific journal
Advances in current natural sciences
ISSN 1681-7494
"Перечень" ВАК
ИФ РИНЦ = 0,976
EVALUATION OF THE EFFECT OF CHARGE COMPOSITION ON STRENGTH CHARACTERISTICS OF CERAMIC BRICKS

В последнее время в России при строительстве зданий все большее внимание уделяют энергосбережению. Это связано с ростом цен на теплоносители и повышением теплотехнических норм. Поэтому строительство наружных стен при помощи сплошной кирпичной кладки становится неприемлемым, так как по новым нормам при коэффициенте теплопроводности 0,8 Вт/(м•°С) толщина кирпичной стены должна составлять от 1,1 до 4,5 м в зависимости от климатических условий [2].
Таким образом, чтобы соблюсти нормы по теплоэффективности и обеспечить рациональный расход материала, нужно строить дома с многослойными стенами. Наиболее распространен трехслойный вариант, в котором внутренний слой выполняют из полнотелого керамического кирпича, несущего нагрузку, средний слой выполняют из теплоизоляционного материала, обеспечивающего теплотехнические нормы, и наружный слой выполняют из специального облицовочного кирпича [2].
В то же время актуальным направлением в производстве строительных материалов является разработка составов и технологии изготовления, направленных на расширение сырьевой базы регионов, в которых осуществляется производство этих материалов, и на получение продукции с высокими эксплуатационными характеристиками и невысокой себестоимостью [4].
Цель исследования. Данная работа посвящена производству высокопрочного керамического кирпича из глины Суворотского месторождения Владимирской области для выполнения несущих слоев в многослойных стенах. В связи с этим целью работы было получение материала с высокой прочностью при сжатии и высокой плотностью.
Авторами также была поставлена задача рассмотреть зависимость получаемых керамическим материалом свойств от состава шихты и минерального состава входящих в нее компонентов.
Материалы и методы исследования
Применяемая для проведения исследований глина имеет следующий состав (в масс. %) [6]: SiO2 = 67,5; Al2O3 = 10,75; Fe2O3 = 5,85; CaO = 2,8; MgO = 1,7; K2O = 2,4; Na2O = 0,7. Как следует из состава, рассматриваемая глина отличается низким содержанием оксида алюминия (< 13 %), а значит, обладает низкой пластичностью. Следовательно, получаемый на ее основе керамический кирпич будет низкокачественным, и необходимо введение в состав шихты модифицирующих добавок.
В качестве добавок применялись олеат натрия и бой тарного зеленого стекла. В состав применяемого стеклобоя входили следующие оксиды (в масс. %) [6]: SiO2 = 67,7; Al2O3 = 5; Fe2O3 = 1,4; CaO = 6; MgO = 4; Na2O = 14,5; Mn3O4 = 1,5.
Для оценки физико-механических свойств материала на основе исследуемых составов по стандартным для керамики методикам определялись плотность (ρ кг/м3), прочность на сжатие (σсж, МПа), пористость (П, %) и водопоглощение (В, %).
Для исследования влияния минерального состава компонентов шихты применялся метод рентгенофазового анализа на рентгеновском дифрактометре ДРОН-3. Фотографии макроструктуры исследуемой керамики были получены при помощи растрового электронного микроскопа (РЭМ) Quanta 200 3D.
Результаты исследования и их обсуждение
На основании проведенного эксперимента [6] было установлено, что получение керамического кирпича с высокой прочностью из применяемой глины возможно при влажности формовочной массы 8 %, что соответствует технологии полусухого прессования. При меньшей влажности сырец не обладает достаточно высокими прочностными характеристиками из-за недостаточной связи между частицами материала, а повышение влажности приводит к растрескиванию образцов при обжиге.
Для уменьшения усадки и повышения однородности формовочной массы при смешивании в состав шихты вводился олеат натрия в количестве 0,5 масс. %. Для дополнительного повышения прочности в состав шихты вводился бой зеленого тарного стекла в количестве 10 масс. %. Образующаяся в процессе обжига модифицированного кирпича стеклофаза заполняла крупные поры и становилась связующим между частицами керамики.
Также были экспериментально определены технологические параметры получения высокопрочного полнотелого керамического кирпича на основе исследуемого состава [6]. Технология заключалась в следующем. Глина и стеклобой предварительно измельчались, и в состав шихты отбиралась фракция с размером частиц от 0,3 до 0,63 мм. Олеат натрия предварительно смешивался с водой, а затем смешивался с глиной и стеклобоем до однородной массы. Затем происходило одноступенчатое прессование образцов в виде кубиков со стороной 50 мм при удельном давлении прессования 15 МПа. Полученные образцы высушивались при температуре 100 °С, а затем обжигались при температуре 1050 °С.
Результаты определения исследуемых свойств образцов приведены в табл. 1. За базовый принят состав, состоящий только из глины и воды, а за модифицированный – с добавлением олеата натрия и стеклобоя.
Как известно, свойства материала зависят от его структуры и минерального состава, которые в свою очередь зависят от состава сырьевых материалов и параметров технологического процесса получаемого материала.
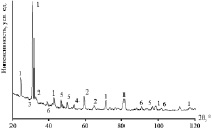
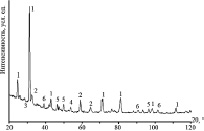
Количественное и качественное соотношение минеральных фаз, составляющих исследуемый керамический материал, было определено при рентгено-фазовом анализе и приведено на рис. 1 и в табл. 2.
На основании проведенных исследований и справочных данных о процессах, протекающих в керамических материалах [1, 5], можно оценить характер влияния модифицирующих добавок на минеральный состав и свойства получаемого материала.
Как следует из данных, представленных в табл. 2, введение модифицирующих добавок не приводит к образованию фаз, а оказывает влияние лишь на их количественное соотношение.
При этом олеат натрия в основном оказывает влияние на начальных стадиях технологического процесса. В первую очередь эта добавка снижает поверхностное натяжение воды, которая при этом лучше смачивает поверхность частиц и адсорбируется на их поверхности. Это облегчает перемещение частиц шихты друг относительно друга, что позволяет достичь высокой степени однородности при перемешивании и увлажнении. Кроме того, снижение поверхностного натяжения влаги способствует удалению влаги при сушке сырца, так как облегчается процесс диффузии влаги из внутренних слоев материала к поверхности.
Таблица 1
Физико-механические свойства керамического кирпича на основе исследуемых образцов
|
Состав |
Плотность, кг/м3 |
Прочность при сжатии, МПа |
Водопоглощение, % |
Общая пористость, % |
|
Базовый |
1776,9 |
18,8 |
12,67 |
16,3 |
|
Модифицированный |
1921,7 |
27,4 |
9,2 |
11,44 |
а б
Рис. 1. Рентгенограммы минерального состава материала, полученного на основе базового (а) и модифицированного (б) составов шихты: 1 – SiO2 – кварц; 2 – CaO•Al2O3•2SiO2 – анортит; 3 – Al2O3•SiO2 – силлиманит; 4 – MgO•Al2O3 – шпинель; 5 – CaO•MgO•2SiO2 – диопсид; 6 – Fe2O3 – гематит
Таблица 2
Минеральный состав керамического кирпича на основе исследуемых образцов, масс. %
|
Состав |
Кварц |
Анортит |
Силлиманит |
Шпинель |
Диопсид |
Гематит |
|
Базовый |
84,8 ± 0,5 |
2,7 ± 0,1 |
1,0 ± 0,2 |
3,1 ± 0,2 |
3,3 ± 0,3 |
5,2 ± 0,3 |
|
Модифицированный |
78,7 ± 0,5 |
5,1 ± 0,1 |
1,2 ± 0,2 |
4,3 ± 0,2 |
4,2 ± 0,3 |
6,5 ± 0,3 |
При проведении обжига органическая часть олеата натрия выгорает при температурах 200–400 °С с образованием катионов Na+. Начиная с 700 °С щелочные оксиды (Na2O, K2O), находящиеся в глине и в стекольном бое, вступают во взаимодействие с другими компонентами, образуя расплав, количество которого возрастает с повышением температуры. Образование расплава также является следствием присутствия в составе шихты плавней – ортоклаза и гематита.
Наличие стекольного боя увеличивает количество образующегося расплава, который заполняет пустоты в материале, повышая его плотность, и способствует припеканию частиц керамики друг к другу при температурах 700–900 °С. При этих температурах в составе обжигаемой массы начинают появляться свободные MgO и CaO в результате разложения карбонатных включений и выделения свободной CO2. Одновременно происходит припекание частиц керамики друг к другу через образовавшийся расплав.
В интервале температур 800–1050 °С наблюдается распад продуктов дегидратации на отдельные оксиды (γ-Al2O3, SiO2, Fe2O3 и др.) с образованием жидкой фазы, в состав которой также переходит стеклообразная фаза, содержащая оксиды Na2O, K2O, MgO и CaO. Получившиеся легкоплавкие соединения растворяют частицы минералов, выделяя из растворов новые, более устойчивые минералы: шпинель (950–1000° С), силлиманит (1050 °С), диопсид и анортит (1050–1100 °С) и гематит – Fe2O3 (900° С). При этом происходит распределение фаз в объеме, в значительной степени определяющее свойства керамики.
После выдержки при максимальной температуре обжига и охлаждения структура керамического материала будет в основном представлена кремнекислородными тетраэдрами, а также алюминекислородными тетраэдрами, непосредственно связанными между собой за счет ковалентных связей.
Итоговая структура керамического материала состоит из минеральных фаз, количественное соотношение которых, полученное при рентгено-фазовом анализе, зависит от содержания модифицирующих добавок и основывается на распределении катионов Me + между кристаллической и аморфной частями структуры материала. Поскольку аморфные фазы не обнаруживаются при используемом методе анализа, изменение количества кристаллических фаз объясняется переходом части структуры в аморфную составляющую. Отсутствие минеральных фаз, содержащих катионы Na+ и K+, подразумевает, что Na+ и K+, образуясь на более ранних стадиях обжига, быстрее других катионов занимают вакансии в стекловидной фазе. Поэтому их содержание незначительно и их обнаружение при рентгено-структурном анализе затруднительно.
Изменение количества гематита (Fe2O3) предопределяется сходным механизмом. Большое количество катионов других металлов быстрее заполняет вакансии в структуре кремнекислородных тетраэдров, препятствуя образованию ферритов (2FeO•SiO2 и FeO•Al2O3). При этом стеклобой, содержащий Fe2O3, увеличивает долю Fe3+ в материале.
На основании этих данных можно предположить, что в структуре упорядоченные области, представленные твердой фазой, будут чередоваться с неупорядоченными областями, представленными стекловидной фазой. Это подтверждается фотографиями, полученными при помощи растрового электронного микроскопа (рис. 2).
Свойства керамики также будут определяться прочностными свойствами минералов, входящих в ее состав. Как следует из данных рентгено-фазового анализа (табл. 1), в материале, полученном на основе модифицированного состава, становится меньше содержание кварца и повышается содержание более плотных материалов (табл. 3) [3].
Как следует из данных табл. 3, при этом твердость материала остается практически неизменной, как и его хрупкость [3].
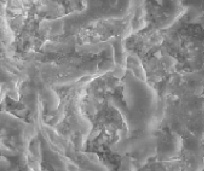



30 мкм 30 мкм
а б
Рис. 2. Фотографии поверхности исследуемого материала, полученные при увеличении в 2000 раз: а – базовый состав; б – модифицированный состав
Таблица 3
Плотность минералов, входящих в состав исследуемого материала
|
Минерал |
Кварц |
Анортит |
Силлиманит |
Шпинель |
Диопсид |
Гематит |
|
Плотность, кг/м3 |
2600–2650 |
2740–2760 |
3240 |
3600–4100 |
3220–3380 |
5260 |
|
Твердость по шкале Мооса |
7 |
6–6,5 |
6,5–7,5 |
7,5–8 |
5,5–6,5 |
5–6 |
Выводы
Полученные экспериментальные данные позволяют рассмотреть процессы структурообразования керамического кирпича на всех стадиях технологического процесса и выявить влияние компонентов шихты на эти процессы. Это позволяет обосновать добавление олеата натрия и стекольного боя в состав шихты, а также объяснить физико-механические свойства полученного материала.
Эти знания необходимы при разработке составов шихт и позволяют определить оптимальное соотношение компонентов шихты для получения керамического кирпича высокого качества с заданными свойствами.
Библиографическая ссылка
Кудрякова А.В., Черняшкина Я.И., Пикалов Е.С., Ильина Е.С. ОЦЕНКА ВЛИЯНИЯ СОСТАВА ШИХТЫ НА ПРОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ КЕРАМИЧЕСКОГО КИРПИЧА // Успехи современного естествознания. 2016. № 1. С. 26-30;URL: https://natural-sciences.ru/en/article/view?id=35735 (дата обращения: 02.07.2026).