


Scientific journal
Advances in current natural sciences
ISSN 1681-7494
"Перечень" ВАК
ИФ РИНЦ = 0,976
INTERACTION OF BROWN COAL WITH ALKYLATING SPIRITS

Традиционно твердые горючие ископаемые (ТГИ) используются для получения тепловой энергии, а их химический потенциал не находит достойного применения. Во многом это обусловлено низкой степенью превращения органического вещества (ОВ) твердых топлив в углехимических технологиях, которые по данному показателю значительно уступают процессам нефтепереработки. Повышению эффективности извлечения химических продуктов из угля может способствовать предварительное алкилирование исходного сырья такими реагентами, как олефины, галоидные алкилы, низкомолекулярные спирты [2, 9]. Для алкилирования спиртами наибольший интерес представляют слабометаморфизованные топлива, которые содержат значительные количества кислородсодержащих функциональных групп, способных реагировать со спиртовыми гидроксилами в условиях кислотного катализа. Запасы углей данного типа только в Амурской области превышают 2,5 млрд т. Изучение их строения и реакционной способности на примере низкокалорийного бурого угля Сергеевского месторождения показало, что оптимальным способом переработки низкоуглефицированных топлив Приамурья является извлечение буроугольного (горного) воска и гуминовых веществ [3–5].
Цель работы – исследование процессов, протекающих в ОВ сергеевского угля при взаимодействии с низкомолекулярными алифатическими спиртами, установление влияния данных процессов на глубину экстракционной переработки и получение из угля высококачественных восков.
Материалы и методы исследований
Объект исследования – бурый уголь Сергеевского месторождения содержит, %: Wa 8,1; Ad 22,3; Cdaf 66,1; Hdaf 5,5; Ndaf 0,7; Sdaf 0,4; Odaf 27,3; H/C 1,0. Обработку угля алкилирующими спиртами осуществляли на водяной бане в течение 3 часов при температуре кипения реакционной смеси. Для катализа использовали серную кислоту – стандартный катализатор реакций этерификации в органической химии. Выявление оптимальной концентрации катализатора в алкилирующей смеси проводили в интервале от 1 до 9 %. Соотношение уголь: спирт составило 1:20. Охлажденные продукты реакции подвергали центрифугированию и вакуумному фильтрованию. В аналогичных условиях осуществляли сравнительную обработку угля спиртами без участия катализатора, получая исходный экстракт (битум) и остаточный уголь. От жидких продуктов экстракции исходного и алкилированного угля отгоняли растворитель, затем твердую и жидкую фракцию отмывали водой от остатков катализатора и высушивали в вакуумном шкафу при температуре 70 °С. Далее проводили раздельную экстракцию жидких и твердых продуктов алкилирования экстракционным бензином (темп. кипения 70 °С). Полученные битумы фракционировали серным эфиром на воски и смолы. Групповой состав восков исследовали методом щелочного гидролиза 5 %-ным спиртовым раствором гидроксида калия, разделяя продукты омыления аналогично [6]. Бензиновые битумы подвергали фракционированию на стеклянных пластинах АТСХ 5–20 мкм), применяя для элюирования смесь бензола и этилацетата (98:2). Эталонами для идентификации сложноэфирных фракций служили метилстеарат и изопропилмиристат.
Индивидуальный состав метиловых эфиров анализировали хромато-масс-спектрометрическим методом (ХМС) на приборе Agilent 6890N в интервале 15–500 атомных единиц массы. Разделение проводили на капиллярной колонке НР-5MS (30 м×0,25 мм×0,25 мкм) при программировании температуры: 100 °C (выдержка в течение 2 мин) со скоростью 9 °С/мин до 280 °С (выдержка 18 мин). Газ-носитель – гелий (1 мл/мин). Энергия ионизирующих электронов 70 эВ.
Результаты исследований и их обсуждение
Основной структурной единицей угольного вещества является макромолекулярная матрица, представляющая собой трехмерный полимер нерегулярного строения, компоненты которого скреплены жесткими ковалентными связями. В микропористой структуре угля установлено присутствие менее полимеризованных молекул, составляющих подвижную молекулярную фазу угля [10]. Компоненты подвижной фазы связаны с угольной матрицей сетью водородных и слабых донорно-акцепторных взаимодействий, формирующих надмолекулярную структуру угля. При осуществлении экстракции угля мягкие условия процесса не позволяют молекулам растворителя разрушить прочные ковалентные связи между макрокомпонентами угля. Однако под воздействием температуры, ослабляющей стерические препятствия, растворитель способен внедряться в жидкоподвижную фазу угля и извлекать растворимые в нем соединения. В ходе настоящих исследований установлено, что при экстракции сергеевского угля метиловым и изопропиловым спиртами в растворимое состояние переходит соответственно 11 и 15 % его органического вещества (рис. 1). Повышенная экстракционная способность изопропанола связана с его более высокой температурой кипения по сравнению с метиловым спиртом.
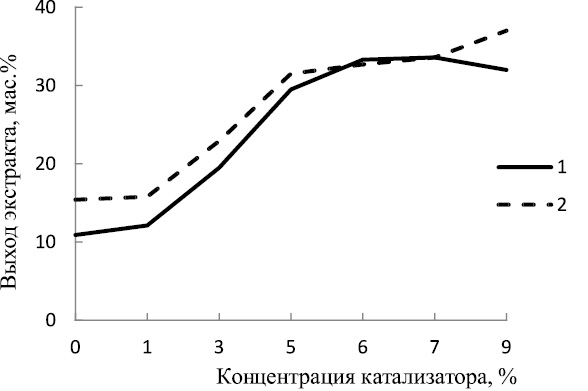
Рис. 1. Зависимость выхода растворимых продуктов от концентрации катализатора при взаимодействии: 1 – с метиловым; 2 – изопропиловым спиртами
Введение в процесс протонного катализатора, создающего условия для алкилирования угля, приводит к изменениям в составе угольного вещества. Данные изменения вызывают его модификацию и связаны с образованием сложноэфирных фракций, отсутствующих в исходном угле. В их составе методом ТСХ идентифицированы сложные эфиры, которые содержат изопропиловые и метиловые спиртовые радикалы. Рост концентрации сложных эфиров установлен также в компонентном составе восков, извлекаемых из алкилированного угля. При этом наблюдается уменьшение содержания кислот восков и их кислотного числа (табл. 1, 2). Это говорит о взаимодействии алкилирующих спиртов с кислыми гидроксильными группами угля, которые принадлежат, вероятно, содержащимся в нем свободным кислотам и кислотам, связанным в форме солей [7]. Освобождению последних из состава солей способствует присутствие в реакционной смеси серной кислоты, выполняющей на данном этапе деминерализующую функцию. Протекающая при этом деструкция органоминеральных связей приводит к деполимеризации угольного вещества и росту содержания углеводородов в составе восков (табл. 1).
Анализ приведенных экспериментальных данных показывает, что в основе взаимодействия угля с алкилирующими спиртами лежит катализируемая серной кислотой реакция этерификации, которая преобразует полярные кислые гидроксильные группы угля в сложноэфирные структуры, обладающие слабой полярностью. Снижение полярности образующихся продуктов по сравнению с исходным углем приводит к существенному нарушению его надмолекулярной структуры и внедрению молекул растворителя в макромолекулярную часть угольного вещества. В результате выход изопропанольного и метанольного экстрактов повышается соответственно до 37 и 33,6 % (рис. 1) и растет извлечение битумов. Из табл. 1 и рис. 1 видно, что наибольшую эффективность процесса обеспечивает присутствие 6–7 % катализатора. В данных условиях содержание смол в битумах снижается до минимума, а выход восков по сравнению с исходным углем возрастает в 2 раза.
Таблица 1
Характеристика продуктов экстракции
|
Алкилирующий спирт |
H2SO4, мас. % |
Содержание, % на ОВ |
Групповой состав восков, % |
|||||
|
Битумы |
Воски |
Смолы |
УВ |
Спирты |
Кислоты |
Сложные эфиры |
||
|
Исходный уголь |
||||||||
|
– |
– |
4,8 |
3,2 |
1,6 |
3,8 |
3,2 |
33,6 |
59,4 |
|
Алкилированный уголь |
||||||||
|
Изопропанол |
1 |
4,9 |
3,4 |
1,5 |
– |
– |
– |
– |
|
3 |
5,7 |
3,4 |
1,3 |
– |
– |
– |
– |
|
|
5 |
7,6 |
7,3 |
0,3 |
5,0 |
6,3 |
12,0 |
70,3 |
|
|
7 |
8,0 |
7,8 |
0,2 |
5,2 |
7,0 |
9,6 |
78,2 |
|
|
9 |
||||||||
|
Метанол |
6 |
8,9 |
8,7 |
0,2 |
9,0 |
15,2 |
4,2 |
71,7 |
|
9 |
10,1 |
7,8 |
2,3 |
12,7 |
14,1 |
6,3 |
66,9 |
|
Таблица 2
Физико-химические показатели восков
|
Наименование продукта |
Содержание смол, % на ОВ |
Кислотное число, мг КОН/г |
Число омыления, мг КОН/г |
Температура каплепадения, °С |
|
Воск исходного угля |
3,0 |
38,6 |
79,1 |
79 |
|
Воск, модифицированный метанолом |
0,2 |
2,1 |
65,5 |
83 |
|
Воск, модифицированный изопропанолом |
0,2 |
25,3 |
128,3 |
83 |
|
Карнаубский воск |
нет |
2,2 |
77,5 |
87 |
|
Этерифицированный воск марки Е фирмы BASF, Германия |
нет |
21,2 |
128,0 |
82–84 |
Присутствие в угольном веществе кислот, связанных сложноэфирными группировками [7], предполагает возможность их переэтерификации испытуемыми спиртами:

Согласно схеме переэтерификация угольного вещества является процессом замещения высокомолекулярных спиртовых радикалов, содержащихся в молекулах сложных эфиров исходного угля, на короткие радикалы алкилирующих спиртов. Концентрация сложных эфиров в реакционной смеси при этом не меняется, а образуется дополнительное количество спиртов. Это подтверждается ростом содержания спиртовых фракций в групповом составе восков, полученных из алкилированного угля (табл. 1). Таким образом, процессы переэтерификации угольного вещества благоприятствуют извлечению растворимых продуктов, но главным фактором, обеспечивающим получение модифицированных восков, является образование дополнительного количества сложных эфиров при этерификации карбоновых кислот, присутствующих в угле в свободном виде и в форме гидролитически неустойчивых солей.
Анализ результатов исследования индивидуального состава компонентов сырого воска, извлекаемого из алкилированного угля, показывает, что кислоты, связанные в составе восковых сложных эфиров, имеют алифатическую природу и содержат до 36 атомов углерода в молекуле (табл. 3). Среди них преобладают четные монокарбоновые кислоты С24–С30 (рис. 2), на долю которых приходится 75 % соединений данной фракции. Аналогичное молекулярно-массовое распределение омыляемых веществ было установлено в составе воска, прошедшего стадию удаления смолистых веществ [8]. Это говорит о том, что предварительная каталитическая обработка исследуемого угля спиртами способствует концентрированию высокомолекулярных сложноэфирных фракций в составе твердых продуктов алкилирования. Благодаря этому сырой воск, извлекаемый из модифицированного угля, практически не содержит смол и обладает физико-химическими показателями (табл. 2), сопоставимыми с аналогичными характеристиками растительного и этерифицированных восков [1]. В составе жидких продуктов алкилирования, содержащих смолистые вещества и низкомолекулярные восковые соединения, идентифицированы главным образом предельные ди- и монокарбоновые восковые кислоты, содержащие до 18 атомов углерода в молекуле.
Таблица 3
Групповой состав этерифицированных кислот, отн. %
|
Кислоты |
Продукты алкилирования |
|
|
Экстракт |
Уголь |
|
|
Монокарбоновые |
||
|
Насыщенные, в том числе |
44,12 |
97,82 |
|
*С9–С18 |
36,25 |
3,15 |
|
*С20–С25 |
7,87 |
23,87 |
|
*С26–С36 |
– |
70,80 |
|
Ненасыщенные |
3,55 |
1,15 |
|
Дитерпеновые |
5,56 |
– |
|
Дикарбоновые |
||
|
Алифатические *С6–С13 |
40,77 |
– |
|
Ароматические |
4,30 |
– |
|
Неидентифицированные |
||
|
1,70 |
1,03 |
|
Примечание. * Распределение кислот по количеству атомов углерода в молекуле.
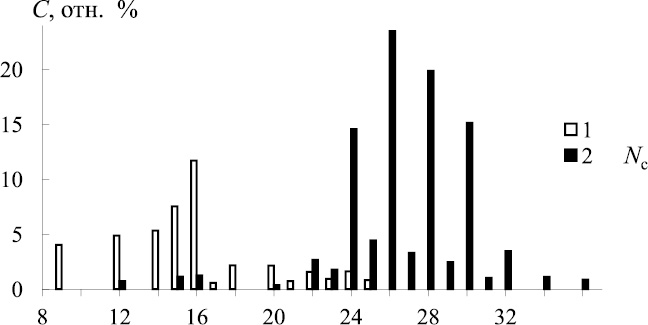
Рис. 2. Зависимость концентрации монокарбоновых кислот от числа атомов углерода в молекуле (Nc): 1 – в алкилированном экстракте; 2 – в алкилированном угле
Заключение
Реакционная способность сергеевского бурого угля при взаимодействии с алкилирующими спиртами обусловлена существенным значением межмолекулярных связей, обеспечивающих лабильность угольной структуры. Процесс алкилирования угля представлен совокупностью последовательно-параллельных реакций, первостепенное значение среди которых имеет этерификация угольного вещества. Продукты этерификации – малополярные сложные эфиры – ослабляют надмолекулярную структуру угля, что приводит к росту его растворимости и обогащению угля высокомолекулярными восковыми фракциями. Процессы переэтерификации способствуют извлечению жидких фракций, но мало влияют на формирование модифицированных продуктов. При деминерализации угля освобождаются активные кислые группы, необходимые для взаимодействия со спиртами, протекает деполимеризация угольных молекул, растет выход растворимых веществ. Продуктами взаимодействия исследуемого угля с алифатическими спиртами являются модифицированные воски с низким содержанием смолистых веществ.
Библиографическая ссылка
Носкова Л.П. ВЗАИМОДЕЙСТВИЕ БУРОГО УГЛЯ С АЛКИЛИРУЮЩИМИ СПИРТАМИ // Успехи современного естествознания. 2016. № 8. С. 50-54;URL: https://natural-sciences.ru/en/article/view?id=36077 (дата обращения: 21.06.2026).