


Scientific journal
Advances in current natural sciences
ISSN 1681-7494
"Перечень" ВАК
ИФ РИНЦ = 0,976
DEVELOPMENT OF FLUORITE ORE PROCESSING TECHNOLOGY FOR THE NIZHNE-BEREZOVSKY DEPOSIT (KRASNOYARSK’ REGION)

Плавиковый шпат (флюорит) относится к минеральному сырью многоцелевого назначения. Благодаря своим уникальным химическим и оптическим свойствам он широко используется в различных областях производства: черной и цветной металлургии, химической, керамической, стекольной, оптической и других отраслях промышленности. Кроме того, флюорит применяется в электронике, голографии, электро- и радиотехнике, лазерной и оптической технике, в металлургии специальных сплавов и других новых и новейших отраслях техники. Структура отраслевого потребления флюорита на сегодня в России выглядит следующим образом ( %): алюминиевая промышленность – 30; черная металлургия – 45; химическая промышленность и атомная энергетика – 12,5; сварочные материалы – 3,2; другие производства, включая оптическое – 9,3.
Предприятия России в настоящее время испытывают недостаток в высококачественном флотоконцентрате кусковом и особенно в концентрате, пригодном для сварочного производства. Так, в 2013 г. потребность российской промышленности в плавиковом шпате была обеспечена за счет внутреннего производства на 57,7 % и 42,3 % за счет импортных поставок. В связи с закрытием Ярославского ГОКа (Приморский край) в 2015 году производство плавикового шпата в России сократилось более чем в 3 раза и доля импорта в общем потреблении выросла до 81 %.
В России на сегодняшний день нет ни одного крупного разведанного месторождения с высококачественными флюоритовыми рудами. Отечественные руды в целом заметно беднее (средняя массовая доля 26–28 % CaF2), чем зарубежные (45,0 % CaF2). За последние 10–15 лет в России резко сократилось производство плавикового шпата, дефицит покрывается за счет импорта из Монголии и Китая. В связи с этим разработка месторождений качественного плавикового шпата является актуальной задачей для России.
Одной из перспективных является Дербинская флюоритоносная зона, в пределах которой известны ряд рудопроявлений и месторождений. Одним из крупных по запасам является Нижне-Березовское флюоритовое месторождение, которое находится в Балахтинском районе Красноярского края.
Цель настоящей работы – лабораторные исследования по обогащению руды Нижне-Березовского месторождения с разработкой технологической схемы и режимов ее переработки; проведение полупромышленных испытаний с целью апробации разработанных технологических режимов.
Материалы и методы исследования
Технологическая проба была отобрана на участке «Лиственный», который по запасам Нижне-Березовского месторождения является основным. Вес исходной пробы – 3 тонны. Пробоподготовка осуществлялась в 2 стадии – на первой стадии дробления используется щековая дробилка ЩДС-170х250 с размером щели 170 мм, на второй стадии щековая дробилка ДЩ 100х200, разгрузочная щель которой регулируется в диапазоне 0–30 мм. Для гарантированного получения дробленой руды крупностью менее 8 мм применяется контрольное грохочение на грохоте ULS 1,5x0,6. Таким образом, была подготовлена вся проба руды крупностью – 7 + 0 мм для укрупненных испытаний. Далее был произведен отбор пробы руды для лабораторных исследований весом 60 кг с доведением ее до крупности – 2 + 0 мм. Перед флотацией руда крупностью – 2 + 0 мм измельчалась в лабораторной шаровой мельнице с поворотной осью при соотношении Т:Ж:Ш = 1:0,7:8.
Флотация измельченной руды проводилась во флотационных машинах «Механобр» с объемом камер 1,0 и 0,5 л. Температура пульпы + 22 °С. Расход воздуха при флотации контролировался ротаметром, встроенным во флотомашину. При флотации использованы следующие реагенты [3–6]:
– регулятор среды – сода кальцинированная;
– модификатор – жидкое стекло;
– собиратель – ЖКТМ (жирнокислотная фракция талового масла);
Для проведения полупромышленных испытаний использовали флотомашины ФМЛ-12 с объемом камер 12 л, сгустители СЦ-1, для фильтрации промпродуктов – нутч-фильтры НПФ 1000. Полупромышленные испытания проведены в замкнутом цикле.
Химические анализы выполнялись по методикам ГОСТ 7619-81. Качество концентратов оценивалось по ГОСТ 4421-73; 29219-91; 29220-91.
Результаты исследования и их обсуждение
Выполнение минералогического, химического и ситового анализов состава руды
Ситовая характеристика руды, дробленой до крупности – 2 мм приведена в табл. 1.
Таблица 1
Ситовая характеристика руды, дробленой до крупности – 2 мм
|
Класс, мм |
Выход, % |
Фтористый кальций, % |
|
|
Массовая доля |
Распределение |
||
|
– 2 + 0,6 |
51,4 |
25,7 |
41,5 |
|
– 0,6 + 0,2 |
33,6 |
39,4 |
41,6 |
|
– 0,2 + 0,074 |
7,3 |
41,8 |
9,6 |
|
– 0,074 + 0,044 |
0,2 |
36,3 |
0,2 |
|
– 0,044 |
7,5 |
29,4 |
6,9 |
|
ИТОГО |
100,0 |
31,8 |
100,0 |
Как следует из данных табл. 1, флюорит распределяется по классам крупности неравномерно, его содержание повышается в относительно крупных классах, что свидетельствует об избирательном его дроблении на стадии рудоподготовки.
Химический состав исследуемой пробы руды приведен в табл. 2.
Таблица 2
Химический состав проб руды
|
Наименование соединения |
Массовая доля, % |
|
Фтористый кальций |
31,8 |
|
Углекислый кальций |
2,3 |
|
Диоксид кремния |
46,8 |
|
Фосфор |
0,03 |
|
Оксид алюминия |
8,5 |
|
Сера общая |
0,1 |
Из данных химического анализа видно, что промышленную ценность представляет только флюорит.
Минералогические исследования, проведенные на искусственных аншлифах в отраженном свете микроскопа, показали, что исследуемая руда характеризуется силикатно-флюоритовым составом и представлена обломками вмещающих, преимущественно полевошпатовых пород и флюорита. В качестве примесей присутствуют кварц, глинистые минералы, слюды, оксиды и гидроксиды железа, карбонаты. В процессе измельчения и фракционирования исходной руды полезный компонент – флюорит распределяется таким образом, что максимальные его содержания принадлежат классам – 0,6 + 0,044 мм. С учетом выходов фракций, очевидно, что максимально распределяется флюорит в крупных классах – 2 + 0,2 мм. Более 80 % минерала остается здесь, образуя выделения размером 125*125 мкм – 150*2600 мкм при преобладающих 195*195 мкм – 780*2000 мкм. Таким образом, показано, что в процессе измельчения происходит активное раскрытие рудообразующих минералов. Флюорит во флотационной крупности в классе – 0,074 мм раскрывается почти на 100 %, что способно оказывать положительное влияние на процесс обогащения и извлечение полезного компонента.
Исследование на обогатимость руды флотационным методом в лабораторных условиях
Для определения оптимальных условий флотации изучалось влияние следующих основных факторов: тонина помола, время флотации, рН среды, эффективность действия реагентов (собирателя и депрессора) и их расходов.
В табл. 3 приведены результаты исследования кинетики измельчения по расчетному классу – 0,074 + 0 мм.
Таблица 3
Выход класса – 0,074 +0 мм в зависимости от времени измельчения
|
Наименование класса, мм |
Время измельчения, мин |
|||
|
10 |
20 |
25 |
30 |
|
|
+ 0,074 |
62,7 |
46,7 |
35,0 |
21,7 |
|
– 0,074 + 0 |
37,3 |
53,3 |
65,0 |
78,3 |
|
Итого |
100,0 |
100,0 |
100,0 |
100,0 |
Опыты, включающие основную и контрольную флотацию, проводились при следующих расходах реагентов: расход соды для измельчения – 500 г/т; расход реагентов в основную флотацию: ЖКТМ – 300 г/т; жидкое стекло – 200 г/т, в контрольную флотацию ЖКТМ – 50 г/т.
Результаты опытов по определению необходимой степени измельчения руды приведены в табл. 4.
Таблица 4
Влияние тонины помола руды на показатели флотации
|
Наименование продукта |
Выход, % |
Фтористый кальций, % |
Массовая доля – 0,074+0 мм в измельченном, % |
|
|
массовая доля |
извлечение |
|||
|
Концентрат основной |
40,25 |
73,0 |
92,4 |
50 |
|
Концентрат контрольный |
2,9 |
36,3 |
3,31 |
|
|
Хвосты |
56,85 |
2,4 |
4,29 |
|
|
Руда |
100,0 |
31,8 |
100,0 |
|
|
Концентрат основной |
41,27 |
73,6 |
95,5 |
60 |
|
Концентрат контрольный |
3,0 |
29,15 |
2,75 |
|
|
Хвосты |
55,73 |
1,0 |
1,75 |
|
|
Руда |
100,0 |
31,8 |
100,0 |
|
|
Концентрат основной |
41,9 |
71,8 |
94,6 |
70 |
|
Концентрат контрольный |
3,1 |
22,82 |
2,81 |
|
|
Хвосты |
55,0 |
1,5 |
2,59 |
|
|
Руда |
100,0 |
31,8 |
100,0 |
|
Анализ результатов опытов показывает, что наилучшие показатели получены при измельчении руды до 60 % по классу – 0,074 мм.
На пробе получен черновой концентрат с массовой долей фтористого кальция 73,6 % при извлечении минерала 95,5 %. Содержание CaF2 в хвостах контрольной флотации составило 1,0 %. Потери минерала с хвостами флотации низкие и составляют 1,75 % от исходной руды. Это указывает на хорошую селекцию и раскрытие минералов.
Флотация плавиковошпатовых руд осуществляется в щелочной среде при значении рН = 8,0–9,5 [5–6]. В качестве регулятора среды в основном используется сода кальцинированная, которая, кроме того, повышает селективность разделения минералов, улучшает пенообразование и предотвращает отрицательное влияние катионов тяжелых металлов [7–8].
Опыты по определению оптимальной щелочности пульпы (табл. 5) проводились по схеме с получением концентрата основной флотации и хвостов. Руда измельчалась до крупности 60 % класса минус 0,074 мм; сода подавалась в мельницу и являлась переменным фактором.
Таблица 5
Показатели основной флотации в зависимости от щелочности пульпы (Расход ЖКТМ – 300 г/т, жидкого стекла – 200 г/т)
|
Наименование продукта |
Выход, % |
Фтористый кальций, % |
Расход соды, г/т рН среды |
|
|
массовая доля |
извлечение |
|||
|
Концентрат |
26,41 |
75,0 |
62,3 |
0 7,2 |
|
Хвосты |
73,59 |
14,1 |
37,7 |
|
|
Исходная руда |
100,0 |
28,5 |
100,0 |
|
|
Концентрат |
41,26 |
73,6 |
95,5 |
500 8,0 |
|
Хвосты |
58,74 |
2,44 |
4,5 |
|
|
Исходная руда |
100,0 |
31,8 |
100,0 |
|
|
Концентрат |
41,04 |
74,0 |
96,1 |
1000 8,5 |
|
Хвосты |
58,96 |
2,1 |
3,9 |
|
|
Исходная руда |
100,0 |
31,8 |
100,0 |
|
|
Концентрат |
42,22 |
72,3 |
96,0 |
1500 9,0 |
|
Хвосты |
57,78 |
2,2 |
4,0 |
|
|
Исходная руда |
100,0 |
31,8 |
100,0 |
|
Оптимальные условия флотации достигаются при рН 8,5, расход соды составляет 1,0 кг/т. При повышенных расходах соды происходит увеличение извлечения флюорита, но снижается качество концентрата.
Как показывают данные исследований, в открытом цикле с тремя перечистками пенного продукта основной флотации на руде получен концентрат с массовой долей фтористого кальция 97,02 % при его извлечении 87,2 %. Селекция флюорита в перечистных операциях относительно хорошо происходит и без подачи в перечистки депрессора пустой породы жидкого стекла. Однако для повышения качества концентрата рекомендуется подавать жидкое стекло в первую перечистку – 100 г/т, а во вторую перечистку – 50 г/т.
После отработки режимных параметров операций флотации в открытом цикле поставлены опыты в замкнутом цикле. Схемой предусматривается оборот каждого последующего промпродукта перечистки в предыдущую операцию. Концентрат контрольной флотации вместе с первым промпродуктом поступают в голову основной флотации. При постановке опытов в замкнутом цикле использовалась оборотная вода.
Применение технологических схем с замкнутым водооборотом является основным решением в комплексе мероприятий по охране окружающей среды. Результаты опытов в замкнутом цикле в установившемся режиме приведены в табл. 6.
Таблица 6
Результаты опыта в замкнутом цикле с использованием оборотной воды
|
Наименование продукта |
Выход, % |
Массовая доля, % |
Извлечение, СаF2, % |
||||
|
CaF2 |
CaCO3 |
SiO2 |
Сера общая |
Фосфор |
|||
|
Концентрат |
30,11 |
96,10 |
0,5 |
1,5 |
0,07 |
0,03 |
91,00 |
|
Хвосты |
69,89 |
4,09 |
– |
– |
– |
– |
9,00 |
|
Исходная руда |
100,00 |
31,8 |
– |
– |
– |
– |
100,00 |
В замкнутом цикле с использованием в процессе оборотной воды на технологической пробе получен концентрат с содержанием фтористого кальция 96,1 % при извлечении от исходной руды 91 %. Концентрат по содержанию основного компонента и лимитирующих примесей соответствует марке ФФ-95А (кислотный) по ГОСТ 29220-91 [1] и марке ФФС-95 (сварочный) по ГОСТ 4421-92 [2].
Проведение полупромышленных испытаний разработанных режимов
Схема непрерывного цикла обогащения руды представлена на рисунке.
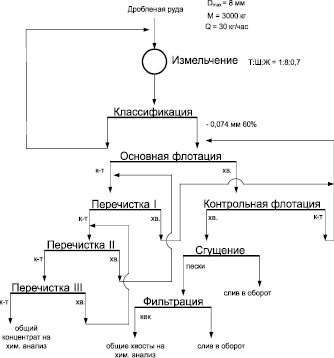
Схема проведения полупромышленных испытаний обогатимости плавиковошпатовой руды
На основании результатов лабораторных исследований приняты следующие исходные показатели для полупромышленные испытаний:
1. Условия измельчения: Т:Ж:Ш = 1:8:0,7; заполнение объема мельницы мелющими телами – 40 %; мелющие тела – шары.
2. Характеристики продукта в питании флотационного цикла: Т:Ж = 1:3; класс крупности 65 % – 0,074 мм.
3. Реагентный режим: расход соды кальцинированной 500 г/т в операцию измельчения, ЖКТМ 300 г/т в основную флотацию и 100 г/т в контрольную флотацию, жидкое стекло 200 г/т в основную флотацию, 100 г/т в первую перечистку и 50 г/т во вторую перечистку.
По результатам проведения испытаний в непрерывном цикле на замкнутом водообороте проведена корректировка следующих параметров: расход соды снижен до 380 г/т, расход ЖКТМ в основной флотации снижен до 180 г/т, расход жидкого стекла в основной флотации снижен до 160 г/т.
Сквозные показатели обогащения по приведенной схеме сведены в табл. 7.
Таблица 7
Показатели эффективности обогащения пробы руды при полупромышленных испытаниях
|
Продукт |
Выход, % |
Массовая доля, % |
Извлечение, % |
||||
|
CaF2 |
CaCO3 |
SiO2 |
Сера общая |
Фосфор |
|||
|
Концентрат |
29,7 |
95,4 |
0,50 |
1,65 |
< 0,07 |
0,023 |
89,1 |
|
Хвосты |
70,3 |
4,93 |
1,79 |
– |
– |
– |
10,9 |
|
Исходное |
100 |
31,8 |
2,3 |
46,8 |
0,1 |
0,03 |
100 |
В результате полупромышленных испытаний получен концентрат с содержанием флюорита 95,4 %, что соответствует марке флюорита ФФС-95 (флюорит флотационный сварочный с содержанием CaF2 не менее 95 %) при извлечении 89 % от исходной руды.
Заключение
Разработана технология переработки флюоритовой руды Нижне-Березовского месторождения Красноярского края. Показано, что исследуемые пробы руд относятся к кварцфлюоритовому типу и могут перерабатываться по единой технологической схеме и режиму обогащения. По разработанным технологическим режимам получены флотоконцентраты с массовой долей фтористого кальция 95–96 %. Технология апробирована в полупромышленном масштабе в замкнутом цикле, проведена корректировка расходов основных реагентов. Показано, что предложенная технология позволяет получить из руд сварочный флотоконцентрат марки ФФС-95, что является преимуществом перед рудами известных плавиковошпатовых месторождений в России.
Учитывая большую потребность в плавиковом шпате в России, высокие технологические показатели обогащения руд Нижне-Березовского месторождения, а также его расположение в благоприятных географо-экономических условиях, можно сделать вывод о высокой перспективности дальнейшей разработки Дербинской флюоритоносной зоны и привлечения инвесторов для освоения месторождений.
Работа выполнена при финансовой поддержке КГАУ «Красноярский краевой фонд поддержки научной и научно-технической деятельности» (конкурс 2016 г.).
Библиографическая ссылка
Марченко А.А., Зашихин А.В., Воскресенская Е.Н., Южанников А.Ю. РАЗРАБОТКА ТЕХНОЛОГИИ ОБОГАЩЕНИЯ ФЛЮОРИТОВЫХ РУД НИЖНЕ-БЕРЕЗОВСКОГО МЕСТОРОЖДЕНИЯ (КРАСНОЯРСКИЙ КРАЙ) // Успехи современного естествознания. 2016. № 12-1. С. 20-25;URL: https://natural-sciences.ru/en/article/view?id=36254 (дата обращения: 10.06.2026).