



Увеличение доли прокатываемых полос из высоколегированных и труднодеформируемых марок сталей приводит к росту усилий прокатки и токовых нагрузок на главные двигатели приводов клетей.
На тонколистовых станах горячей прокатки широко применяется система подачи технологической смазки к опорным валкам чистовой группы. Данная система применяется на ММК [1], проводились промышленные эксперименты на НЛМК [2]. Одной из проблем является рациональное использование смазочного материала при прокатке полос.
Технологическая смазка применяется в первых клетях чистой группы, где происходит обжатие полосы на 40-55%. Рассмотрим наиболее рациональный способ подачи смазки, зависящий от типа форсунок и возможности применения конструкции в производстве. Существуют различные типы форсунок для распределения эмульсии, такие как: форсунки с факелом распыла «полый конус», «полный конус», плоскоструйные, полноструйные.
Аксиальные форсунки с факелом распыла «полый конус» имеют: Узкие поперечные сечения, создают максимально мелкие распыления и максимальный угол конуса распыла 90º. При необходимости исключительно мелкого и равномерного распыления форсунками с факелом распыла «полый конус», например, при охлаждении, очистке газов, при пылеподавлении, увлажнении продукции, распылении масла и увлажнении воздуха, аксиальные форсунки с факелом распыла «полый конус» максимально эффективны. Спиральные канавки создают завихрение жидкости. При довольно узком спектре размера капель совокупная поверхность капель распыляемого вещества значительно увеличивается.
Тангенциальные форсунки с факелом распыла «полый конус» имеют более крупные капли, чем у аксиальных форсунок с факелом распыла «полый конус», большие поперечные сечения, возможен большой угол конуса распыливания до 130º, самоочищающиеся форсунки, не склонные к засорениям. Геометрия потоков тангенциальных форсунок с факелом распыла «полый конус» обеспечивает равномерное распыление. Тангенциальная подача приводит жидкость во вращение. Благодаря этому создается очень мелкое равномерное распределение жидкости с углом конуса распыла, достигающим 130°.
Аксиальные форсунки с факелом распыла «полный конус» имеют равномерное распределение жидкости, широкий диапазон расходов, большое количество углов распыла. Форсунки «полного конуса» обеспечивают крайне равномерное распределение жидкости по всему конусу. Высокая точность распыления достигается благодаря направлению жидкости в центр камеры завихрения.
Тангенциальные форсунки с факелом распыла «полный конус»: надёжны в работе, не подвержены засорению и имеют стабильный угол распыла. Форсунки с факелом распыла «полный конус» обеспечивают распыление жидкостей с большой долей содержания твердых частиц. Распыляемая жидкость подводится тангенциально в камеру завихрения, где она приводится во вращение. Такие форсунки не имеют завихрителей, поэтому они мало подвержены засорению. Полноконусная струя создается при помощи специальных пазов, фрезерованных в нижней части форсунки, которые направляют соответствующую часть вращающейся жидкости в центр камеры завихрения. Благодаря этому достигается равномерная зона распыленной жидкости.
Рациональной следует считать конструкцию форсунок с факелом распыла «полный конус2.
Для наибольшей эффективности применения технологической смазки рационально использовать форсунки с углом распыления 120º, что обеспечивает наибольшее перекрытие смазочного материала по всей длине бочки. Чтобы обеспечить полное перекрытие бочки длиной 2000 мм необходимо расположить на коллекторе минимум 8 форсунок с углом распыления по 120º. Условием рационального размещения форсунок является и влияние интервала ширины прокатываемых полос.
При прокатке полос от 900 до 1300 мм целесообразно использовать в работе 6 форсунок для подачи смазки, т.к. прокатываемая полоса находится именно в зоне шести распыляемых форсунок. Для полосы шириной свыше 1300 мм необходимо использовать в работе все 8 форсунок. Чтобы разделить подачу смазочного материала в форсунки, необходимо подвести две трубки к коллектору, которые и направляют смазку в соответствующие форсунки (см. рисунок).
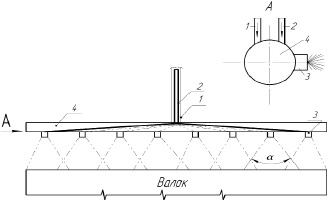
Рациональный тип подачи смазки на опорный валок: 1 – трубка подачи смазки к шести форсункам; 2 – вторая трубка подачи смазки к крайним форсункам ; 3 – форсунки; 4 – коллектор; α – угол распыления смазки (показан условно)
Библиографическая ссылка
Жильцов А.П., Галкин С.Ю. АНАЛИЗ КОНСТРУКТИВНЫХ ПАРАМЕТРОВ ФОРСУНОК С ЦЕЛЬЮ ЭФФЕКТИВНОГО ПРИМЕНЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ В УСЛОВИЯХ ТОНОЛИСТОВОЙ ГОРЯЧЕЙ ПРОКАТКИ // Успехи современного естествознания. 2014. № 9-1. С. 90-91;URL: https://natural-sciences.ru/ru/article/view?id=34195 (дата обращения: 04.07.2026).