



Валопровод – это система валов, составленная из нескольких частей, жёстко соединённых на пути от двигателя до рабочего органа (рис. 1). Агрегаты передающие крутящий момент через валопровод сложны в производстве, монтаже и обслуживании, но имеет минимальные потери при передаче крутящего момента и максимально возможный КПД передачи, поэтому экономически целесообразно использовать их системах с частотой вращения ротора от 10000 до 30000 об/мин [1].
Как при первичном, так и при последующих монтажах таких установок особую сложность представляет центровка всех роторов, если возникают даже небольшие смещения, валы будут стремиться найти общую ось вращения, что приведёт к потерям энергии в соединении, а возросшая нагрузка распределится на механические компоненты, которые, в конечном итоге приведут к потери работоспособности.
Центровка валопровода заключается в установке центров вращения цепочки агрегатов в одну линию. Эта операция схожа по сути с центровкой двухэлементных систем (двигатель-редуктор, редуктор-рабочий орган и т.д.) соединённых через муфту, но процедура центровки валопровода имеет свои особенности. Когда центруют две машины, одну из них определяют, как стационарную, а вторую – как подвижную. Обычно, приводные машины (насосы, ролики в опорах, вентиляторы, эксгаустеры и т.д.) считаются стационарными, а приводы – подвижными (электродвигатели). В этом случае центровка производится регулировкой положения подвижной машины относительно стационарной [2].
Центровка валопровода состоит из последовательной или одновременной центровки нескольких участков. В валопроводах, где составлены несколько машин чаще всего в качестве стационарной назначается самый тяжёлый агрегат. Центровки валов начинаются с определения двух типов несоосности: параллельной и угловой, затем стараются одновременными сдвигами машин устранить измеренную расцентровку. Главная трудность такой центровки — это то, что нет возможности видеть изменения несоосности в режиме реального времени. Поэтому центровку валопровода часто осуществляют несколько специалистов высокой квалификации в течении продолжительного времени [3].
Существует много систем и приборов способных быстро и приемлемо осуществлять центровку валопроводов. Рациональной по соотношению цена-качество следует считать российскую систему лазерной центровки валов и валопроводов Квант-ЛМ фирмы BALTECH. Квант-ЛМ – современная система, способная решать различного рода задачи по центровке и выверке геометрии, в том числе центровке валопровода, которая позволяет рассчитать несоосность в цепочке до 32-х последовательно соединённых агрегатов, а также в автоматическом режиме рассчитать оптимальный результат (для наименьшего количества подвижек элементов). В этих приборах используется двойной лазер, использующий метод обратных индикаторов. Этот тип системы использует главные преимущества метода обратных индикаторов. Две измерительные системы объединяют лазер и приёмник в одном блоке. Техника позволяет отображать текущие значения компонент несоосности и непрерывно обновляет показания при перемещении машины [1].
Рис. 1. Валопровод турбина парогенератора
На кафедре металлургического оборудования разработан учебный стенд для обучения основам центровки роторных машин. Для совершенствования навыков центровки, изучения особенностей и закономерностей при центровке валопроводов предлагается модернизированный учебный стенд центровки роторных машин зачёт усовершенствования стенда на основе центровки механическими методами (рис. 2).
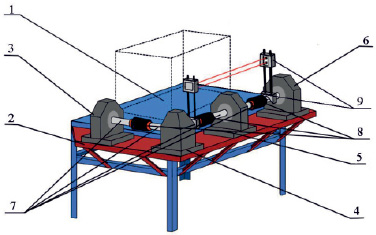
Рис. 2. Усовершенствование учебного стенда центровки механическими методами роторных машин
Для имитации всех основных элементов типового валопровода в модернизированном стенде к базовому стенду (1) добавляется опора (2) на которой устанавливается модели двигателя (3), редуктора с перекрещивающимися осями (4), редуктора с зависимыми расположениями осей (5), связанного с моделью рабочего органа (6). Редуктор с зависимым расположением осей (5) позволяет эмулировать систему взаимозависимой компенсации, центрируя вал редуктора (4) с входящим валом редуктора (5), при этом нарушается центровка между валом рабочего органа (6) и выходящим валом редуктора с зависимыми расположениями осей и наоборот), которая и создаёт основную сложность в центровке валопроводов. Все валы (7) соединены моделями муфт (8). Модель такого валопровода удобно центровать с помощью лазерной системы КВАНТ – ЛМ (9). Усовершенствование стенда позволяет смоделировать систему типового валопровода и получить навыки для его центровки.
На стенде горизонтальная несоосность валов создаётся перемещением опор в горизонтальной плоскости, что позволяет создавать параллельную несоосность ± 10 мм и угловую 10°. Подвижность опор достигается разницей в диаметре опорных отверстий, отверстий в станине, диаметров болтов и специальных шайб. В вертикальной плоскости возможно создавать параллельную несоосность ± 20 мм и угловую несоосность 20°, которая создаётся с помощью калибровочных пластин и шайб, которые устанавливаются под опоры.
Используемая в стенде лазерная система для центровки валов КВАНТ-ЛМ позволяет вычислить необходимые перемещения всех элементов, входящих в валопровод в вертикальном и горизонтальном направлениях, которые обеспечивают центровку осей вращения валов. Расчет выполняется по исходным линейным размерам элементов валопровода и по результатам измерений взаимных перемещений между валами соединённых муфтами, полученных при последовательном их проворачивании.
Показания измерительных блоков передаются в вычислительный блок системы в виде цифрового сигнала. Расчет необходимых перемещений опор отображается на экране вычислительного блока. Далее выполняется центровка, а затем контроль положения механизма. После проведения центровки результаты сохраняются в отчётах [1].
Центровка валопровода это сложная работа для выполнения которой необходим высококвалифицированный персонал, что требует дополнительного обучения. Усовершенствованный учебный стенд позволяет повысить квалификацию рабочих, имеющих базовый уровень. Специалисты высокого уровня, обладающие навыками центровки валопроводов, могут выполнять центровку различной сложности, что позволить значительно снизить энергетические затраты при производстве продукции и повысить долговечность дорогостоящего оборудования за счёт снижения потерь на трение и вибрации и увеличения межремонтного периода.
Библиографическая ссылка
Жильцов А.П., Бочаров А.В., Иноземцев Ю.Ю. СОВЕРШЕНСТВОВАНИЕ НАВЫКОВ ПО ЛАЗЕРНОЙ ЦЕНТРОВКЕ ВАЛОПРОВОДОВ С ПОМОЩЬЮ УЧЕБНОГО СТЕНДА // Успехи современного естествознания. 2014. № 12-1. С. 123-125;URL: https://natural-sciences.ru/ru/article/view?id=34497 (дата обращения: 25.04.2026).