



В практике цинкового производства вельцевание – один из самых распространенных пирометаллургических процессов восстановления цинка [1]. В результате процесса образуется твёрдый остаток перерабатываемой шихты – клинкер вельцевания, который накапливается в отвалах или перерабатывается с разделением на магнитную железосодержащую и немагнитную углеродсодержащую фракции. Железосодержащие отходы гидрометаллургических технологий в силу содержания токсичных соединений мышьяка, сурьмы, свинца и высокой дисперсности требуют особых условий для складирования, так как вызывают эрозию и заражение земель вредными элементами. Прежде чем утилизировать или включить в переработку, надо понять, с каким химическим и минеральным составом мы имеем дело [2].
В настоящее время клинкер вельцевания, не содержащий значительного количества ценных компонентов, используют в дорожном строительстве как для покрытий, так и для структурных слоёв [3], в строительной области: производство кирпичей [4-6], цемента [7], бетона [8; 9].
Клинкер является, с одной стороны, многотоннажным твердым отходом цветной металлургии, а с другой – техногенным минеральным сырьем с высокими концентрациями железа, цветных и благородных металлов [10].
Вельц-клинкер различных предприятий отличается между собой химическим составом (табл. 1) и фазовыми составляющими. В связи с этим его плотность, магнитные и флотационные свойства различны. Эти отличия лежат в основе комбинирования методов механического обогащения, которые предлагается использовать при переработке клинкера. Комбинации методов отличаются набором и последовательностью применения различных методов обогащения.
Значительное количество клинкера образуется на Челябинском цинковом заводе, поэтому в условиях дефицита рудного сырья и необходимости снижения количества заскладированных отходов представляет научный и практический интерес разработка технологии переработки клинкера с получением медного концентрата или промпродукта и максимальным использованием имеющихся технических и технологических возможностей обогатительного производства.
Анализ исследовательских работ показывает, что разработанные на данный момент схемы позволяют получить в разной комбинации следующие продукты: медьсодержащий, углеродсодержащий, железосодержащий и золотосодержащий. Магнитному разделению подвергается, как правило, только исходный клинкер. Но имеется пример включения в магнито-флотационную схему операции магнитной сепарации доизмельченной магнитной фракции второго приема магнитной сепарации исходного клинкера, объединенной с хвостами медной флотации. Флотационное разделение медистого клинкера проводится по двум вариантам: с выделением коксика (операция угольной флотации) в первом приеме флотации или с выделением коксика после предварительного флотационного выделения меди [11].
Получаемые по обогатительным схемам продукты из-за недостаточно полного разделения техногенных фаз клинкера характеризуются повышенным содержанием примесей.
Цель исследования – определить оптимальные условия магнитного и гравитационного разделения лежалого клинкера вельцевания Челябинского цинкового завода и порядок соответствующих операций в технологической схеме, при которых происходит наилучшее селективное выделение в одноименный концентрат углерода и более высокое извлечение меди в объединенный продукт перед флотацией.
Материалы и методы исследования
Технологические исследования проведены на пробе лежалого клинкера Челябинского цинкового завода и продуктах разделения клинкера сухой магнитной сепарацией. Использованы методы гравитационного, магнитного обогащения клинкера. Эксперименты проведены на лабораторном оборудовании лаборатории обогащения полезных ископаемых МГТУ им. Г.И. Носова: подготовка клинкера до требуемой крупности осуществлялась в рольганговой барабанной шаровой мельнице, сухая магнитная сепарация выполнялась на электромагнитном роликовом сепараторе 138Т-СЭМ, мокрая магнитная сепарация на анализаторе трубчатом 298 СЭ, обогащение магнитного концентрата проводили на лабораторном концентрационном столе 30б-КЦ.
Результаты исследования и их обсуждение
Сделанный оптико-микроскопический анализ пробы показал, что преобладающими немагнитными фазами клинкера, с которыми ассоциированы медьсодержащие фазы, являются мелилит и троилит [12], и что для первичного разделения железосодержащих и углеродсодержащих фаз проба должна быть доведена до крупности -3 мм. Гранулометрический анализ (табл. 2) и магнитный анализ с использованием ручного магнита (Н= 42,8 кА/м) пробы клинкера, доведенной до класса -3 мм, показал, что в пробе преобладают классы крупность -3+1 и -1+0,5 мм (по 56,1% и 34,72 % соответственно) и самое большее извлечение металлов приходится также на эти классы, но при этом наибольшая массовая доля железа, меди и цинка, соответственно 37,98; 4,73; 6,24%, приходится на класс -0,074 мм.
Таблица 1
Химический состав клинкера различных предприятий
|
Название предприятия |
Массовая доля некоторых компонентов, % |
|||||||||||||||||||||||
|
Zn |
Сu |
Pb |
Si |
Ca |
Cd |
CaO |
Mg |
MgO |
SiO2 |
Al2O3 |
Feобщ |
Al |
Ba |
Mn |
||||||||||
|
Ачисайский полиметаллический комбинат (Казахстан) |
1.5–2 |
- |
0.1–0.2 |
- |
- |
0.001 |
13–16 |
- |
2–3 |
16–20 |
3–5 |
20–23 |
- |
- |
- |
|||||||||
|
ОАО «Электроцинк» (г. Владикавказ) |
5.04 |
0.69 |
1.07 |
6.47 |
10.2 |
- |
1.6 |
0.287 |
- |
23.56 |
6.39 |
22 |
1.41 |
1.41 |
1.96 |
|||||||||
|
ПАО «ЧЦЗ» (г. Челябинск) |
2.1 |
3,34 |
0.8 |
- |
6.4 |
- |
- |
1 |
- |
17.5 |
- |
33.8 |
2.3 |
- |
- |
|||||||||
|
ООО «Беловский свинцово-цинковый комбинат» |
0.26 |
1.11 |
0.078 |
- |
- |
- |
4.69 |
- |
1.83 |
31.8 |
8.39 |
14.4 |
- |
- |
0.11 |
|||||||||
|
Название предприятия |
Массовая доля некоторых компонентов |
|||||||||||||||||||||||
|
% |
г/т |
|||||||||||||||||||||||
|
Ti |
С |
Cr |
Sr |
Sn |
As |
S |
Sb |
K |
O |
Ni |
Se |
Bi |
Ag |
Au |
||||||||||
|
Ачисайский полиметаллический комбинат (Казахстан) |
- |
16–17 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|||||||||
|
ОАО «Электроцинк» (г. Владикавказ) |
0.274 |
10 |
0.131 |
0.082 |
0.058 |
0.267 |
- |
0.091 |
0.507 |
30.4 |
- |
- |
- |
180 |
1 |
|||||||||
|
ПАО «ЧЦЗ» (г. Челябинск) |
- |
13.6 |
- |
- |
- |
0,195 |
5.1 |
- |
- |
- |
- |
- |
- |
345 |
4.8 |
|||||||||
|
ООО «Беловский свинцово-цинковый комбинат» |
- |
17.3 |
- |
- |
0.01 |
0.13 |
1.38 |
0.0036 |
- |
- |
0.005 |
0.0005 |
0.0005 |
- |
- |
|||||||||
Таблица 2
Гранулометрический состав и распределение металлов по классам крупности
|
Размер фракции, мм |
Выход, % |
Массовая доля, % |
Извлечение,% |
||||
|
% |
железо |
медь |
цинк |
железо |
медь |
цинк |
|
|
-3+1 |
56,11 |
27,70 |
2,76 |
2,08 |
55,91 |
46,30 |
57,70 |
|
-1+0,5 |
34,72 |
28,34 |
4,02 |
2,48 |
35,39 |
41,78 |
42,66 |
|
-0,5+0,14 |
6,67 |
29,02 |
4,46 |
2,70 |
6,96 |
8,92 |
8,91 |
|
-0,14+0,074 |
1,60 |
26,83 |
4,44 |
2,67 |
1,54 |
2,13 |
2,12 |
|
-0,074 |
0,50 |
37,98 |
4,73 |
6,24 |
0,68 |
0,71 |
1,55 |
|
Клинкер |
100 |
27,80 |
3,34 |
2,02 |
100 |
100 |
100 |
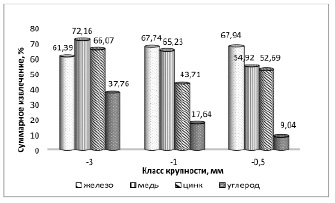
Рис. 1. Суммарное извлечение железа, меди, цинка и углерода в магнитную фракцию
Железо, медь и цинк распределяются по классам крупности пропорционально выходу класса крупности. Более высокая концентрация цветных металлов в тонком классе является результатом наличия хрупких железо-, медь- и цинксодержащих фаз, склонных к переизмельчению.
Результаты проведенной магнитной сепарации для классов крупности -3 мм, -1 мм и -0,5 мм (рис. 1) показали, что при магнитной сепарации материала крупностью – 3 мм происходит наибольшее извлечение меди, цинка и углерода в магнитную фракцию, составляющее 72,16%, 66,07%, 37,76% соответственно. Извлечение меди и углерода в магнитную фракцию снижается до 54,92% и 9,04% при уменьшении крупности до – 0,5 мм, а извлечение цинка сначала уменьшается до 43,71%, а затем снова увеличивается до 52,69%.
Отмечено, что вследствие более полного раскрытия сростков магнитных и немагнитных железосодержащих клинкерообразующих фаз извлечение железа в магнитную фракцию возрастает при снижении крупности с – 3 мм, до – 0,5 мм.
Определено, что при максимальной из изученных напряженностей магнитного поля 125 кА/м наблюдается максимальное в серии опытов извлечение железа и углерода, но при этом массовая доля значительно снижается. Выход магнитной фракции железа увеличивается при снижении массовой доли, а выход углерода увеличивается в магнитном продукте при увеличении напряженности магнитного поля (рис. 2).
Установлено, что за рациональные параметры при разделении пробы сухой магнитной сепарацией целесообразно принять крупность материала 1 мм и напряженность магнитного поля 102 кА/м, при которых массовая доля углерода находится в одних и тех же пределах, что и при меньшей напряженности, а извлечение железа в магнитный продукт составляет 74,69%, углерода – 20,3%.
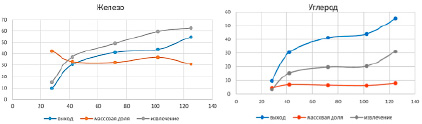
Рис. 2. Зависимость выхода, содержания и извлечения компонентов в магнитный продукт от напряженности магнитного поля
Таблица 3
Коэффициенты разделения гравитационным методом сростков медных минералов с троилитом и коксом d=0,1-2 мм
|
Доля халькопирита в сростке с троилитом, % |
Доля халькопирита в сростке с коксом, % |
Доля халькозина в сростке с троилитом, % |
Доля халькозина в сростке с коксом, % |
||||||
|
10 |
20 |
30 |
40 |
50 |
10 |
20 |
30 |
||
|
10 |
3,58 |
2,87 |
2,40 |
2,06 |
1,80 |
10 |
2,43 |
1,94 |
1,62 |
|
20 |
3,54 |
2,84 |
2,37 |
2,03 |
1,78 |
20 |
2,50 |
1,99 |
1,66 |
|
30 |
3,50 |
2,81 |
2,34 |
2,01 |
1,76 |
30 |
2,57 |
2,05 |
1,70 |
|
40 |
3,46 |
2,77 |
2,32 |
1,99 |
1,74 |
40 |
2,63 |
2,10 |
1,75 |
|
50 |
3,42 |
2,74 |
2,29 |
1,97 |
1,72 |
50 |
2,70 |
2,15 |
1,79 |
|
60 |
3,38 |
2,71 |
2,26 |
1,94 |
1,70 |
60 |
2,76 |
2,20 |
1,83 |
|
70 |
3,34 |
2,68 |
2,24 |
1,92 |
1,68 |
70 |
2,83 |
2,26 |
1,88 |
|
80 |
3,30 |
2,65 |
2,21 |
1,90 |
1,66 |
80 |
2,89 |
2,31 |
1,92 |
|
90 |
3,26 |
2,61 |
2,18 |
1,87 |
1,64 |
90 |
2,96 |
2,36 |
1,97 |
|
100 |
3,22 |
2,58 |
2,15 |
1,85 |
1,62 |
100 |
3,03 |
2,41 |
2,01 |
* зеленый цвет – обогащение эффективно, желтый цвет – эффективное обогащение при крупности материала не более 0,07–0,15 мм, белый цвет – обогащение затруднено.
Проанализирована возможность гравитационного разделения сростков на концентрационном столе. Рассчитаны плотности сростков медных минералов халькозина и халькопирита с троилитом, мелилитом и коксом, и определен коэффициент разделения гравитационным методом (табл. 3).
Изучена возможность выделения железосодержащих фракций клинкера, являющихся немагнитными, в тяжелый продукт гравитационным разделением на концентрационном столе (табл. 4). Анализ результатов для разной крупности материала показал, что рациональной крупностью является – 0,5 мм, так как извлечение углерода в магнитную фракцию значительно уменьшается. Увеличение наклона деки приводит к снижению выхода тяжелой фракции, оптимальным углом наклона выбран угол 10°, расход воды 0,5 дм3/мин.
На основании полученных результатов провели опыты разделения по схемам (рис. 3): концентрационный стол – магнитная сепарация; магнитная сепарация – концентрационный стол. Большее извлечение меди получили из схемы магнитная сепарация – концентрационный стол. Результаты представлены в таблицах 5, 6.
В результате эксперимента с использованием схемы магнитная сепарация – измельчение немагнитного продукта – концентрационный стол получили более высокое извлечение в объединенный продукт Cu – 93,67% и более низкое извлечение углерода C – 30,9%.
Рис. 3. Схемы проведения опытов: а) концентрационный стол – магнитная сепарация; б) магнитная сепарация – концентрационный стол
Таблица 4
Результаты обогащения немагнитной фракции клинкера на концентрационном столе (d max 0,5 мм, угол наклона деки 10°)
|
Наименование продуктов |
Выход |
Массовая доля, % |
Извлечение, % |
||||
|
% |
Cu |
Fe |
С |
Cu |
Fe |
С |
|
|
Тяжелая фракция |
50,51 |
3,02 |
18,80 |
6,30 |
76,65 |
78,73 |
14,14 |
|
Легкая фракция |
49,49 |
0,94 |
5,18 |
39,03 |
23,35 |
21,27 |
85,86 |
|
Исходная |
100,00 |
1,99 |
12,06 |
22,50 |
100,00 |
100,00 |
100,00 |
Таблица 5
Результаты опытов по схеме концентрационный стол – магнитная сепарация
|
Продукт |
Выход, % |
Массовая доля, % |
Извлечение, % |
||||
|
Cu |
Fe |
C |
Cu |
Fe |
C |
||
|
Тяжелая фракция |
59,6 |
4,22 |
35,82 |
12,76 |
75,30 |
80,66 |
35,12 |
|
Легкая фракция |
40,4 |
2,04 |
13,74 |
22,48 |
24,70 |
19,34 |
64,88 |
|
Магнитная |
8 |
3,54 |
55,55 |
3,58 |
8,48 |
15,99 |
2,05 |
|
Немагнитная |
32,4 |
1,67 |
2,88 |
26,41 |
16,22 |
3,35 |
62,83 |
|
Исходный |
100 |
3,34 |
27,80 |
14,00 |
100,00 |
100,00 |
100,00 |
|
Объединенный продукт |
67,6 |
4,76 |
39,74 |
8,05 |
83,78 |
96,65 |
37,17 |
Таблица 6
Результаты опытов по схеме магнитная сепарация – концентрационный стол
|
Продукт |
Выход, % |
Массовая доля, % |
Извлечение, % |
||||
|
Cu |
Fe |
C |
Cu |
Fe |
C |
||
|
Магнитная фракция |
44,30 |
5,35 |
47,35 |
6,46 |
70,30 |
74,69 |
20,25 |
|
Немагнитная |
55,70 |
1,78 |
18,99 |
20,04 |
29,70 |
25,31 |
79,75 |
|
Тяжелая |
30,55 |
2,56 |
18,36 |
4,88 |
23,37 |
20,15 |
10,65 |
|
Легкая |
25,15 |
0,84 |
5,71 |
38,47 |
6,33 |
5,16 |
69,10 |
|
Исходный |
100,00 |
3,34 |
27,83 |
14,00 |
100,00 |
100,00 |
100,00 |
|
Объединенный продукт |
74,85 |
4,18 |
35,26 |
5,78 |
93,67 |
94,84 |
30,90 |
Таблица 7
Результаты опытов
|
Продукт |
Выход, % |
Массовая доля, % |
Извлечение, % |
||||
|
Cu |
Fe |
C |
Cu |
Fe |
C |
||
|
Легкая |
21,15 |
0,84 |
5,71 |
38,47 |
6,33 |
5,16 |
69,10 |
|
Немагнитная |
26,54 |
3,65 |
34,70 |
9,16 |
29,03 |
33,09 |
17,37 |
|
Объединенный продукт 1 |
47,91 |
4,51 |
35,87 |
3,95 |
64,64 |
61,75 |
13,53 |
|
Исходный |
100,00 |
3,34 |
27,83 |
14,00 |
100,00 |
100,00 |
100,00 |
|
Тяжелая |
17,46 |
5,24 |
50,37 |
2,23 |
27,41 |
31,61 |
2,78 |
|
Легкая |
9,07 |
0,60 |
20,70 |
22,51 |
1,62 |
6,75 |
14,59 |
|
Немагнитная |
26,54 |
3,65 |
34,70 |
9,16 |
29,03 |
33,09 |
17,37 |
|
Объединенный продукт 2 |
65,37 |
4,70 |
39,74 |
3,49 |
92,05 |
93,36 |
16,31 |
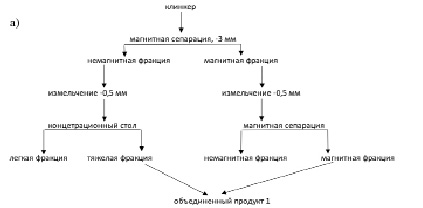
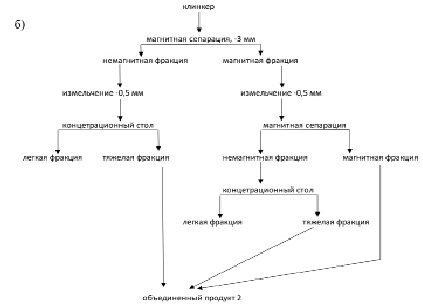
Рис. 4. Схемы лабораторного эксперимента
В связи с тем что извлечение углерода в объединенном продукте осталось на уровне 30,9%, в схему добавили доизмельчение магнитной фракции до – 0,5 мм, вторую магнитную сепарацию (рис. 4а) и концентрационный стол для немагнитной фракции второй магнитной сепарации (рис. 4б). Полученные результаты представлены в таблице 7.
В результате по схеме (рис. 4а) в объединенный продукт получили наименьшее извлечение углерода 13,53%, и при этом извлечение меди и железа в объединенный продукт низкое: 64,64% и 61,75%.
По схеме (рис. 4б) получили наилучшие показатели извлечения в объединенный продукт меди 92,05% и железа 93,36% при наименьшем извлечение углерода 16,31%. Массовая доля меди в объединенном продукте составила 4,7%, при этом массовая доля углерода – 3,49%. Использование двух концентрационных столов нерентабельно для одной и той же крупности материала, целесообразно возвратить немагнитную фракцию, полученную после второй магнитной сепарации, на концентрационный стол вместе с измельченной до – 0,5 мм немагнитной фракцией первой магнитной сепарации.
Выводы
1. Проведены комплексные исследования, включающие: гранулометрический анализ и исследования на обогатимость магнитной сепарации, концентрации на столе, позволяющие определить рациональную крупность для эффективного разделения клинкера и схему для более полного концентрирования меди в объединенный продукт для последующей флотации.
2. Исследованиями установлено, что рациональной крупностью для эффективной магнитной сепарации в два приема является крупность -3 и -0,5 мм, что обусловлено наличием в исходном материале кокса, склонного к переизмельчению и налипанию его на магнитные частицы. Рациональной крупностью для эффективной концентрации на столе является также крупность -0,5 мм, что подтверждается расчетными значениями коэффициента М = (ρт – ρж) / (ρл – ρж) (коэффициент Мейстера) для кокса и рядовых, богатых сростков халькозина и халькопирита с основными фазами клинкера в диапазоне 1,75 – 3,58.
3. Определены условия магнитного разделения – напряженность 102 кА/м, и гравитационного разделения – угол наклона деки концентрационного стола 10°, крупности материала – 3 мм и – 0,5 мм соответственно, расход воды 0,5 дм3/мин.
4. В результате исследования трех альтернативных схем в качестве основной принята схема, включающая комбинацию гравитационных и магнитных методов в следующей последовательности: магнитная сепарация клинкера крупностью -3 мм, напряженность 102 кА/м – измельчение магнитного и немагнитного продукта до крупности -0,5 мм – вторая магнитная сепарация – концентрационный стол, с возвращением немагнитной фракции, полученной после второй магнитной сепарации, на концентрационный стол вместе с измельченной немагнитной фракцией первой магнитной сепарации.
5. В результате реализации схемы получен объединенный продукт с массовой долей меди 4,7% при извлечении в него меди 92,05%, массовая доля железа – 39,74% при извлечении в него железа 93,36%, массовая доля углерода – 3,49% при извлечении в него углерода 16,31% и углеродсодержащий продукт c массовой долей углерода 38,47%, который может быть возвращен в процесс вельцевания.
Библиографическая ссылка
Орехова Н.Н., Глаголева И.В. СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ ПЕРЕРАБОТКИ ЛЕЖАЛОГО МЕДИСТОГО КЛИНКЕРА // Успехи современного естествознания. 2023. № 6. С. 104-112;URL: https://natural-sciences.ru/ru/article/view?id=38060 (дата обращения: 14.07.2026).
DOI: https://doi.org/10.17513/use.38060