



Введение
Во всем мире животноводство показывает устойчивые темпы роста, производя миллиарды тонн навоза скота и птицы в год [1], при этом общий коэффициент его использования составляет менее 60 % [2]. Особенно распространена проблема загрязнения свиным навозом [3]. Неправильная утилизация навоза приводит к ряду экологических проблем, включая загрязнение почвы, выбросы парниковых газов, распространение патогенных микроорганизмов. В то же время свиной навоз служит ценным источником аминокислот и питательных веществ, необходимых для роста сельскохозяйственных культур, включая азот (N), фосфор (P), калий (K). Поскольку сточные воды животноводческих хозяйств обладают как загрязняющими, так и ресурсными свойствами [4], они должны быть вовлечены в процессы повторного использования.
Агропродовольственная промышленность приобрела глобальное значение благодаря растущему спросу в связи с ростом населения мира [5]. В этой связи остро встает необходимость решения проблемы большого объема отходов, образующихся в ходе производственных процессов [6]. Среди агропродовольственных отраслей промышленности подсолнечное масло является одним из основных видов пищевого масла в мире. В связи с его ростом и стабильностью рынка [7] изучение новых методологий преобразования его отходов в экологически устойчивые продукты становится насущной необходимостью. Подсолнечник однолетний (Helianthus annuus) – однолетнее сельскохозяйственное растение с относительно коротким циклом роста, высокой засухоустойчивостью и адаптивностью к различным почвенным условиям [8]. Шелуха подсолнечника составляет 45–60 % веса семян и обычно используется в сельском хозяйстве и производстве продуктов питания для животных. Рис и кукуруза считаются наиболее важными продуктами питания во всем мире [9, 10], удовлетворяя основные диетические потребности почти половины населения мира и служа основным источником средств к существованию для значительной части людей. Рисовая шелуха является значительным побочным продуктом производства риса, составляя примерно 30 % от общей площади рисового растения. Фактически во время промышленной обработки риса-сырца несъедобная рисовая шелуха удаляется из зерна, и этот побочный продукт составляет около 25 % от веса пищевого риса. Эта фракция формально является промышленными отходами и в настоящее время не используется в полном объеме, но может стать экономически, экологически и социально устойчивым источником материалов на биологической основе с высоким потенциалом. Примечательно также, что наличие шелухи на рисовых полях может быть крайне вредным для окружающей среды, поскольку она устойчива к разрушению, а присутствие воды во время наводнений способствует их анаэробной деградации с образованием метана, мощного парникового газа, действие которого в 25 раз превышает воздействие CO2.
Состав рисовой шелухи очень интересен тем, что она представляет собой один из наиболее доступных источников целлюлозы, основанный на ее высокой целлюлозной доле (~33 мас. %). Кроме того, он содержит гемицеллюлозу (~20 мас. %), лигнин (~22 мас. %) и диоксид кремния (~20 мас. %) [10].
Фосфогипс – побочный продукт, образующийся в результате промышленной переработки апатитов (примерная формула Ca10(PO4)6F2) и серной кислоты [11, 12] в процессе получения ортофосфорной кислоты «мокрым» способом, он кристаллизуется в виде дигидрата CaSO4·2H2O – гипса, полугидрата CaSO4·0,5H2O – бассанита или CaSO4 – ангидрита. Химическая реакция, приводящая к образованию фосфогипса, выражается уравнением [13, 14]:
Ca10(PO4)6F2 + 10H2SO4 + 20H2O → 10CaSO4·2H2O + 6H3PO4 + 2HF.
На каждую тонну произведенной фосфорной кислоты приходится около 5 т фосфогипса [15]. Это сильнокислотное вещество (pH < 5), в виде серовато-белого порошка, основным компонентом которого является CaSO4∙2H2O (обычно более 70 %). Он также содержит фосфор (P), в зависимости от производственного процесса и источника фосфатной породы, используемой при производстве фосфорной кислоты, может содержать фтор (F), тяжелые металлы, редкоземельные элементы и т.д. [16, 17].
Количество производимого фосфогипса огромно: мировое производство фосфогипса достигает 7 млрд т и ежегодно увеличивается на 250 млн т. Долгое время из-за отсутствия эффективных методов утилизации фосфогипс в основном складировали, образуя многочисленные отвалы. Это не только занимает земельные ресурсы, но и представляет угрозу для окружающей среды и здоровья людей [18].
Таким образом, можно заключить, что переработка накопленных производственных отходов (как промышленных, так и сельскохозяйственных) является актуальной задачей геоэкологии, позволяющей рационально использовать земельные ресурсы, так же как получение востребованных продуктов из отходов производства.
Основной целью исследования была разработка способа получения подщелачивающего реагента из фосфогипса при термической обработке его в присутствии лузги подсолнечника или шелухи риса и применение разработанного реагента для фракционирования жидких стоков свиноводческих ферм с получением продукта с высокой агромелиоративной ценностью.
Материалы и методы исследования
В качестве основного материала для проведения комплексного исследования использовали фосфогипс по ГОСТ Р 58820-2020 Фосфогипс для сельского хозяйства, содержащий CaSO4·2H2O не менее 99 % (мас.).
В качестве восстановителя использовали: лузгу подсолнечника (ТУ. ТИ 1.41.41-357-37676459-2022. Лузга подсолнечника); шелуху риса (производитель «ИП Корелин А.А.», Россия).
Для выравнивания кислотности раствора после проведения процесса фракционирования использовали муравьиную кислоту 85 % (мас.) квалификации ХЧ, производство Scharlab.
Для получения органической составляющей удобрения применяли свиной навоз фермерских хозяйств Ростовской области.
Синтез материалов. Фосфогипс и восстановитель тщательно смешивали в пропорциях фосфогипс: восстановитель = (1,7–34,4): 1. Для смешивания использовали лабораторный смеситель (частота оборотов 1500 об/мин, в течение 30 с). Затем смесь в алундовых тиглях помещали в рабочее пространство печи. Спекание проводили в муфельной печи марки «SNOL 6,7/1300» при температурах 700–1200°C, шаг изменения температуры 100ºС, скорость набора температуры 13ºС/мин, продолжительность изотермической выдержки 30–90 мин. По окончании термообработки – остывание образцов медленно, с печью.
Изучение возможности использования синтезированных материалов для фракционирования сточных вод свинокомплексов. Для экспериментального исследования использовали модельный гидросмыв свинокомплекса, состоящий из свиного навоза и воды в соотношении 1:6. В 210 мл сточных вод добавляли 100 мл 10 %-ной суспензии. Контролировали интенсивность уплотнения, объем уплотненного осадка, цвет и рН надосадочной жидкости.
Эксперимент по обработке модельных сточных вод на объеме 700 мл проводили с добавлением суспензии 100–300 мл с различным содержанием реагента 10–30 % (мас.). Сравнивали показатели интенсивности реакции, объема уплотненного осадка, рН и мутности надосадочной жидкости.
Результаты исследования и их обсуждение
На рис. 1 приведены данные по изучению влияния количества введенного восстановителя и температуры термообработки. Во всех случаях продолжительность термообработки составляла 60 мин, оценена степень деструкции сульфата кальция Δm, %, в зависимости от температуры термообработки, восстановитель – лузга подсолнуха.
На рис. 2 приведены данные по изучению влияния количества введенного восстановителя и температуры термообработки. Во всех случаях продолжительность термообработки составляла 60 мин, оценена степень деструкции сульфата кальция Δm, %, в зависимости от температуры термообработки, восстановитель – шелуха риса.
Уменьшение массы образца связано с протеканием реакции
CaSO4 + CО = CaO + SO2 + CO2.
Получено, что с повышением температуры термообработки потеря образца в массе увеличивается. Эта зависимость наблюдается для всех изученных соотношений фосфогипс: восстановитель.
Также при увеличении количества восстановителя в образце, независимо от соотношения исходных веществ, увеличивается потеря образца в массе. Для восстановителя – шелухи риса – наибольшая степень деструкции сульфата кальция (47,3 % (мас.)) отмечена при температуре термообработки 1100оС), максимальном количестве введенного восстановителя. С повышением температуры термообработки до 1200 оС с максимальным количеством введенного восстановителя наблюдали некоторое снижение потери массы, предположительно связанное с протеканием реакции
3CaSO4 + CaS = 4SO2 + 4CaO.
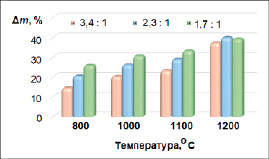
Рис. 1. Степень деструкции сульфата кальция в зависимости от температуры термообработки, восстановитель – лузга подсолнуха Источник: составлено авторами по результатам данного исследования
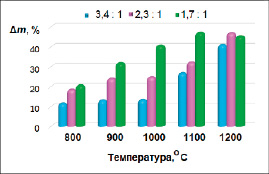
Рис. 2. Степень деструкции сульфата кальция в зависимости от температуры термообработки, восстановитель – шелуха риса Источник: составлено авторами по результатам данного исследования
Следует отметить, что при сгорании шелухи риса, в отличие от лузги подсолнечника, отмечена высокая зольность, связанная, вероятно, с присутствием соединений кремния в исходном восстановителе.
Разработанный подщелачивающий реагент, полученный в процессе термического разложения фосфогипса в присутствии восстановителя, был использован в процессе фракционирования жидких стоков. Для исследования использовали гидросмыв свинокомплекса, состоящий из свиного навоза и воды в соотношении 1:6. В реакционный сосуд вносили 210 мл сточных вод, затем добавляли 100 мл 10 %-ной суспензии разработанного реагента. Наблюдали фракционирование суспензии (рис. 3, а) с формированием осадка и надосадочной жидкости. В случае, когда подщелачивающий реагент содержал недостаточное количество оксида кальция для создания среды с рН ≥ 10, фракционирования не наблюдали (рис. 3, б).
Использование лузги подсолнечника в качестве восстановителя приводило к образованию суспензии серого цвета до температуры термообработки 1000ºС, в этих же образцах отмечено наличие остатков восстановителя.
Использование шелухи риса в качестве восстановителя приводило к образованию суспензии серого цвета при низких температурах (700–800ºС) термообработки. При увеличении температуры термообработки получали прозрачный раствор.
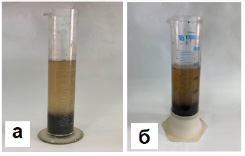
Рис. 3. Процесс фракционирования сточных вод Источник: составлено авторами по результатам данного исследования
Данные по условиям получения реагента и фракционированию сточных вод
|
Восстановитель, соотношение с фосфогипсом |
Условия получения, ºC |
рН суспензии |
Объем осадка, л |
Надосадочная жидкость |
|
Рис, 3,4 : 1 |
900 |
9 |
0,17 |
мутная |
|
Рис, 1,7 : 1 |
900 |
9 |
0,14 |
мутная |
|
Рис, 3,4 : 1 |
1100 |
11 |
0,16 |
прозрачная |
|
Рис, 3,4 : 1 |
1200 |
12 |
0,16 |
прозрачная |
|
Рис, 2,3 : 1 |
1200 |
12 |
0,17 |
прозрачная |
|
Рис, 1,7 : 1 |
1200 |
12 |
0,20 |
прозрачная |
|
Подсолнечник, 2,3 : 1 |
1000 |
10 |
0,20 |
мутная |
|
Подсолнечник, 3,4 : 1 |
1100 |
10 |
0,15 |
прозрачная |
|
Подсолнечник, 1,7 : 1 |
1100 |
11 |
0,18 |
прозрачная |
|
Подсолнечник, 3,4 : 1 |
1200 |
8 |
0,15 |
мутная |
|
Подсолнечник, 2,3 : 1 |
1200 |
10 |
0,20 |
прозрачная |
Источник: составлено авторами на основе полученных данных в ходе исследования.
В таблице приведены данные по фракционированию сточных вод под действием суспензии полученных образцов. При использовании лузги подсолнечника в качестве восстановителя получается реагент, при действии которого на суспензию сточных вод свиноводческих ферм происходит фракционирование, при этом прозрачный раствор надосадочной жидкости отмечен только для образцов, термообработанных при температуре 1000–1200ºС. Для реагентов, полученных с применением шелухи риса, прозрачный раствор надосадочной жидкости образуется при использовании образцов, термообработанных при температурах 900–1200ºС. Однако наличие балластного минерального остатка (наличие в составе рисовой шелухи мелкодисперсного оксида кремния) делает менее привлекательным использование данного восстановителя.
Таким образом, по совокупности параметров фракционирования (скорость протекания реакции, максимальное уплотнение, прозрачность надосадочной жидкости) и отсутствию дополнительных минеральных составляющих, для применения в качестве подщелачивающего реагента может быть рекомендован фосфогипс, термообработанный в присутствии лузги подсолнечника в соотношении фосфогипс: восстановитель 3,4:1 при температуре термообработки 1100 ºС.
Надосадочная жидкость была нейтрализована до значения рН 7 раствором муравьиной кислоты и использована для полива сельскохозяйственных растений. Проведенные испытания показали высокую всхожесть семян редиса. Полученное органоминеральное удобрение было использовано для удобрения почвы в количестве 1 г/кг грунта и также показало положительное влияние на всхожесть исследуемой культуры.
Выводы
В результате проведенного исследования установлено, что:
− отход производства ортофосфорной кислоты – фосфогипс – может быть использован для получения подщелачивающего реагента для фракционирования сточных вод свиноводства;
− оптимальными параметрами фракционирования (скорость осаждения, прозрачность надосадочной жидкости, объем уплотненного осадка) обладает образец, полученный термообработкой фосфогипса в присутствии восстановителя – лузги подсолнечника в соотношении фосфогипс: восстановитель 3,4:1 при температуре термообработки 1100 ºС;
− полученная после фракционирования надосадочная жидкость и органоминеральное удобрение могут быть использованы для полива и удобрения сельскохозяйственных культур, в обоих случаях отмечена высокая всхожесть семян редиса.
Конфликт интересов
Финансирование
Библиографическая ссылка
Монастырский Д.И., Куликова М.А., Шабельская Н.П., Гайдукова Ю.А., Вяльцев А.В., Сулима С.И. РАЗРАБОТКА СПОСОБА ПОЛУЧЕНИЯ ПОДЩЕЛАЧИВАЮЩЕГО РЕАГЕНТА ДЛЯ ФРАКЦИОНИРОВАНИЯ ЖИДКИХ СТОКОВ СВИНОВОДЧЕСКИХ ФЕРМ С ПОЛУЧЕНИЕМ ПРОДУКТА С ВЫСОКОЙ АГРОМЕЛИОРАТИВНОЙ ЦЕННОСТЬЮ // Успехи современного естествознания. 2025. № 7. С. 51-56;URL: https://natural-sciences.ru/ru/article/view?id=38411 (дата обращения: 19.07.2026).
DOI: https://doi.org/10.17513/use.38411