



Высокая пористость уплотненного абразива и наличие смазочно-охлаждающей жидкости (СОЖ) в зоне обработки под постоянным давлением, сравнительно низкие температуры в зоне резания (420 К), обеспечивают ее проникновение во все поры и микротрещины на поверхностях обрабатываемого материала и абразива.
СОЖ, находясь в непрерывном контакте с обрабатываемой поверхностью деталей и абразивными зернами, образует на них разделяющие контактируемые поверхности, защитные пленки смазки. Смазочная пленка, находясь в зоне контакта, покрывает весь микро- и субмикрорельеф вершин абразивных зерен и проникает таким образом в зону микрорезания.
Отдельные поверхностно-активные вещества, содержащиеся в СОЖ, содержат жирные кислоты, которые имеют большой молекулярный вес. При повышенной их концентрации в абразивной суспензии на поверхности абразивных зерен и обрабатываемой поверхности образуются пленки, соизмеримые с высотой выступов микрорельефа. При этом абразивные зерна начинают, как бы плавать на масляной подушке. В этом случае контакт режущих элементов с обрабатываемой поверхностью прерывается. Резко падает интенсивность обработки. В связи с этим определенный интерес представляют исследования толщины смазочных пленок в зоне контакта абразивных зерен с обрабатываемой поверхностью.
В соответствии с работой [2] защитная смазочная пленка состоит из граничного слоя газов и паров, СОЖ и слоя окислов. Толщина пленки газов и паров составляет ориентировочно 20 å. Слой окислов, возникающий под влиянием атмосферного кислорода имеет на стали толщину примерно 10.
Толщина адсорбционной пленки поверхностно-активных веществ в водном растворе определяется уравнением [3]:
![]() , (1)
, (1)
где Г∞ - максимальная адсорбция; М - молекулярный вес адсорбируемого вещества; d - плотность адсорбируемого вещества.
Жидкая фаза состоит, по меньшей мере, из двух компонентов, поэтому адсорбция одного компонента будет сопровождаться вытеснением из поверхностного слоя другого компонента. Конкуренция между компонентами за места в поверхностном слое приводит к тому, что поверхностный слой обогащается тем компонентом, который адсорбируется при данном условии преимущественно.
Количество вещества у поверхности единицы массы адсорбента сравнивают с его содержанием в равном объеме равновесного раствора (раствора после обработки). Величина гиббсовской адсорбции компонента на единицу поверхности адсорбента определяется по формуле [4]:
 , (2)
, (2)
где ms - масса адсорбента; V - общий объем раствора; ![]() и Ci - соответственно концентрации исходного и равновесного растворов; S - удельная поверхность адсорбента.
и Ci - соответственно концентрации исходного и равновесного растворов; S - удельная поверхность адсорбента.
В качестве поверхностно-активных присадок, входящих в состав СОЖ, были предложены следующие ПАВ: калиевое мыло, олеиновая кислота и эмульсол Э2.
Для калиевого мыла содержащегося в одном растворе абразивной суспензии был задан ряд весовых концентраций![]() :0;0,5; 1; 1,5; 2; 2,5 и 3%. Растворы каждой концентрации применялись при обработке в течение 9 мин. на экспериментальном стенде камерного типа [1] плоских деталей из закаленной стали 45 (60...63 HRCэ). Величины концентраций после обработки были определены на универсальном дисперсионном рефрактометре модели «РДУ». В соответствии с работой [4], весовую концентрацию Сi перевели, в молярно-объемную
:0;0,5; 1; 1,5; 2; 2,5 и 3%. Растворы каждой концентрации применялись при обработке в течение 9 мин. на экспериментальном стенде камерного типа [1] плоских деталей из закаленной стали 45 (60...63 HRCэ). Величины концентраций после обработки были определены на универсальном дисперсионном рефрактометре модели «РДУ». В соответствии с работой [4], весовую концентрацию Сi перевели, в молярно-объемную ![]() .
.
Используя полученные экспериментальные данные, построим изотерму адсорбции (рисунок 1).
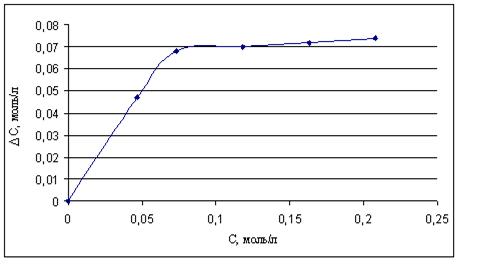
Рисунок 1. Изотерму адсорбции
Константу равновесия адсорбционного процесса k и предельную адсорбцию Г∞ удобно определить графически. Для этого уравнение изотермы адсорбции Лэнгмюра приведем к линейной форме:
 . (3)
. (3)
Построив график данной зависимости в координатах ![]() от
от ![]() (рисунок 2), легко определим обе константы: k=24,1; Г∞ = 0,093. Зная величину предельной адсорбции найдем значение толщины адсорбционной пленки: d=0,08 мкм.
(рисунок 2), легко определим обе константы: k=24,1; Г∞ = 0,093. Зная величину предельной адсорбции найдем значение толщины адсорбционной пленки: d=0,08 мкм.
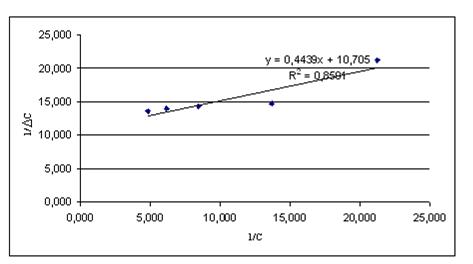
Рисунок 2. График зависимости в координатах ![]() от
от ![]()
Для определения величин защитных пленок с учетом диапазона концентраций, принимая усредненное отношение Г/Г∞=0,98, после преобразования уравнений (1) и (2) получим:
![]() , (4)
, (4)
Удельная поверхность адсорбента состоит из удельной поверхности абразива и удельной поверхности обрабатываемой детали. Для определения удельной поверхности обрабатываемой детали рас смотрим модель исходной шероховатости. Модель исходной шероховатости поверхности плоской детали из стали 45 (L=15 см; hд=1 см; вд=2), может быть представлена набором выступов треугольной формы (рисунок 3, а).
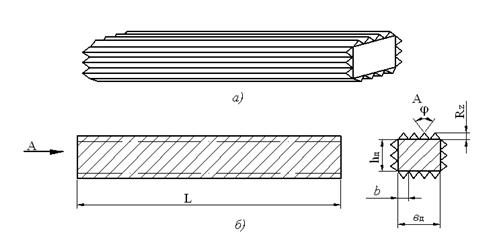
Рисунок 3 (а, б). Модель исходной шероховатости поверхности плоской детали из стали
Средняя шероховатость поверхности деталей до обработки соответствовала Rzсp=9мкм. В ходе исследований [1] было выявлено, что угол j при вершине неровности находится в пределах 130°...150° (рисунок 3, б). Модель единичной неровности представлена на рисунке 4 и имеет в сечении равнобедренный треугольник с закругленной вершиной радиуса r=35×10-4 см.
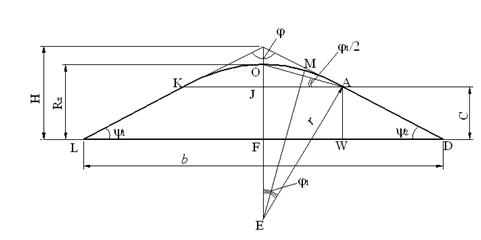
Рисунок 4. Модель единичной неровности
Из геометрических соотношений следует, что Ðy1=Ðy2=Ðj1=Ðy, тогда выражение для определения площади боковой поверхности единичной неровности запишется в виде:
 , (5)
, (5)
где L - длина обрабатываемой детали.
Суммарное число единичных выступов шероховатости по высоте (hд) и ширине (вд) детали можно представить в виде:
![]() .
.
Таким образом, площадь боковой поверхности всех микровыступов шероховатости получим в виде
 (6)
(6)
Массу всех микровыступов, можно вычислить по формуле
 (7)
(7)
Удельная поверхность адсорбента S будет определяться по формуле
![]() (8)
(8)
В данном конкретном случае имеем:![]() =0,374 г;
=0,374 г;![]() =94 см2; S = 251 см2/г.
=94 см2; S = 251 см2/г.
Удельная поверхность абразива в соответствии с работой [5] равна 2130 см2/г, суммарная удельная поверхность адсорбента SS - 2381 см2/г. Значение ![]() для абразива 14А125 составляет 10 г. Величина
для абразива 14А125 составляет 10 г. Величина ![]() микрогеометрии поверхности плоской детали примерно на два порядка ниже значения
микрогеометрии поверхности плоской детали примерно на два порядка ниже значения ![]() для абразива, поэтому для практических расчетов можно принять
для абразива, поэтому для практических расчетов можно принять![]() =10 г.
=10 г.
Для калиевого мыла по справочным данным [6]:
М = 260 г/моль; d = 0,85 г/см3.
Значение V определено условиями эксперимента: V=6×10-3л.
Подставив найденные значения параметров в выражение (4) с учетом диапазона концентраций, получим ряд величин защитных пленок СОЖ (таблица 1).
Таблица 1. Значение толщины пленки СОЖ для водного раствора мыла различной концентрации
|
Концентрация после обработки , моль/л |
Толщина пленки СОЖ d, мкм |
|
0,00 0,026 0,047 0,073 0,118 0,163 0,208 |
0,00 0,017 0,037 0,053 0,055 0,057 0,058 |
Значение величин защитных пленок необходимы для оценки интенсивности обработки поверхности детали выступами микрорельефа абразивного зерна. В данном случае параметры микровыступов абразивного зерна на порядок выше по сравнению с суммарной толщиной защитной пленки, что исключает явление «всплывания» абразивных зерен во время обработки и обеспечивает ее заданную производительность и качество.
СПИСОК ЛИТЕРАТУРЫ
- Скрябин В.А. Основы процесса субмикрорезания при обработке деталей незакрепленным абразивом. - Пенза: Изд-во ПВАИУ, 1992. - 120 с.
- Фридрихсберг Д.А. Курс коллоидной химии. - Л.: Изд-во Химия, 1974. - 352 с.
- Абразмон А.А. Поверхностно-активные вещества. - Л.: Изд-во Химия, 1981. - 300 с.
- Гороховский И.Т., Назаренко Ю.П., Некрич Е.Ф. Краткий справочник по химии. - Киев: Наукова думка, 1974. - 800 с.
- Марочкин В.Н. Исследование геометрии поверхности. - В кн.: Вопросы трения и проблемы связки. - М.: Изд-во Наука, 1968, №2. - С. 161 - 172.
- Рабинович В.Д., Хавин Э.Я. Краткий химический справочник. - Л.: Химия, 1977. - 376 с.
Библиографическая ссылка
Чернышева О.В., Перелыгин Ю.П., Скрябин В.А. ОПРЕДЕЛЕНИЕ ТОЛЩИНЫ СМАЗОЧНОЙ ПЛЕНКИ В ЗОНЕ КОНТАКТА АБРАЗИВНЫХ ЗЕРЕН ПРИ ОБРАБОТКЕ ДЕТАЛЕЙ УПЛОТНЕННЫМ АБРАЗИВОМ // Успехи современного естествознания. 2005. № 9. С. 13-16;URL: https://natural-sciences.ru/ru/article/view?id=9151 (дата обращения: 18.07.2026).