



Сточные воды мясоперерабатывающих производств представляют собой сложные многокомпонентные системы и характеризуются как высококонцентрированные по содержанию органических загрязнений, к которым относятся в основном кровь, частицы мяса, жиры, кожа, навоз, каныга, шерсть, остатки продукции. К неорганическим загрязняющим компонентам относятся песок, глина, моющие средства, нитраты и хлориды натрия. Все стоки мясопереработки включают производственные и бытовые сточные воды.
По виду загрязняющих веществ и их содержанию все сточные воды мясоперерабатывающих комбинатов можно разделить на шесть основных потоков, которые представлены в табл. 1.
Из общего объема сточных вод объем производственных стоков составляет 70–75 %, не содержащих жир – 4–8 %, а условно чистых – 14–18 % [1, 2].
Содержание взвешенных веществ в стоках варьируется в значительных пределах – от 500 до 7300 мг/дм3. По фазово-дисперсному составу взвешенные вещества можно разделить на несколько групп: грубодисперсные взвеси, на долю которых приходится 20 % от общего количества, надколлоидные – около 40 %, коллоидные – около 20 % и растворимые примеси 20 %. Более 70 % загрязняющих веществ представляют собой жиро-белковые комплексы, подверженные аэробным процессам окисления, что сопровождается образованием летучих веществ с неприятным запахом [3–5]. Кроме того, наличие в стоках компонентов крови придают им высокую цветность – от темно-серого до красно-бурого [6].
При поступлении сточных вод мясоперерабатывающих предприятий в канализационную сеть органические вещества склеивают загрязнения и прилипают к стенкам каналов, что приводит к снижению скорости потока и образованию застоев. Кроме того, в подобных стоках содержится большое количество особо опасных патогенных микроорганизмов – кишечная палочка, яйца глистов, сибирская язва и др. Таким образом, сброс таких вод в городскую канализацию или природные объекты без надлежащей очистки является недопустимым правонарушением.
Доведение концентрации загрязняющих веществ до законодательно установленных нормативов осуществляют на очистных сооружениях (рис. 1), включающих несколько этапов (табл. 2) [7].
Для ускорения осветления стоков и формирования осадка из взвешенных веществ при отстаивании или повышения эффективности флотационных установок используют физико-химические процессы коагуляции и флокуляции, что предполагает использование соответствующих реагентов – коагулянтов (соединений железа и алюминия) и флокулянтов (высокомолекулярных органических соединений). В работе [8] показано, что наиболее предпочтительно применение хлорного железа, поскольку высокая эффективность (95 %) достигается в широких диапазонах расхода и уровня рН среды, однако данный коагулянт обладает сильным корродирующим эффектом. Результаты исследований, представленные в работе [9], показали, что наилучший результат получен при использовании в качестве коагулянта Al2(SO4)3 c расходом 50 мл/дм3 без корректировки рН. Однако при этом отмечается высокое содержание остаточного алюминия – 0,41 мг/дм3.
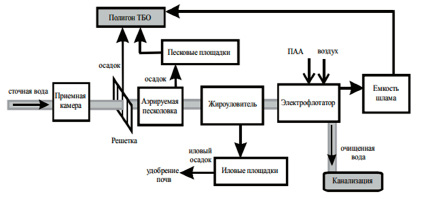
Рис. 1. Типовая схема очистных сооружений мясоперерабатывающих предприятий
Таблица 1
Классификация сточных вод мясокомбинатов
|
№ п/п |
Источник образования |
Основные компоненты |
|
I |
Предубойные загоны |
Навоз, супеси, суглинки, остатки комбикормов |
|
II |
Убойные цеха |
Каныга, жир, кровь, кусочки живой ткани |
|
III |
Цех разделки и переработки мяса |
Органические загрязнители – жир, кровь, шерсть, шкура; неорганические – преимущественно нерастворимые примеси. |
|
IV |
Смесь – санитарная бойня, изолятор, карантин |
Жир, кровь, остатки ткани, шерсть, патогенная микрофлора |
|
V |
Остальные стоки комбината, включая производства медицинских и технических препаратов |
Моющие средства, хлористый натрий, сегменты живой ткани |
|
VI |
Котельные и силовые установки, теплообменные аппараты, вакуум-насосы |
Условно чистые стоки – незагрязненные. |
Таблица 2
Этапы очистки стоков мясоперерабатывающей промышленности
|
Наименование этапа |
Характеристика процесса очистки |
|
Механическая очистка |
Использование усреднителей, решеток и жироуловителей |
|
Реагентная обработка |
Использование химических реагентов для извлечения растворенных и коллоидных загрязнителей |
|
Флотационная обработка |
Обволакивание пузырьками воздуха хлопьев с загрязняющими веществами и образование слоя пены на поверхности воды |
|
Биологическая очистка |
Удаление органических соединений с использованием аэробных и анаэробных микроорганизмов |
|
Обеззараживание |
Использование озоновой и ультрафиолетовой дезинфекции для дальнейшего сброса в водоем |
В качестве коагулянтов все чаще используются комбинированные коагулянты-флокулянты, полученные в результате кислотной модификации железо- или алюминий-содержащих материалов как природного, так и техногенного происхождения [10, 11].
Известно получение железо-алюминий-содержащих коагулянтов путем выщелачивания оксидов железа и алюминия из глины и золы раствором серной кислоты в условиях повышенных температур (100–120 °С) [12].
В работе [13] проведена оценка эффективности применения алюмосиликатного коагулянта, полученного в результате разложения нефелинового концентрата 20–30 %-ным раствором серной кислоты. Показано, что полученный реагент эффективен при осаждении тонких взвесей буровых глин, взвесей из сливов флотомашин и оборотной воды апатитового производства и может быть использован для очистки промышленных и коммунальных сточных вод.
Ранее проведенные исследования [14, 15] показали эффективность использования железокремниевого флокулянта-коагулянта (ЖКФК) – продукта кислотной модификации шлака ОЭМК для очистки модельных эмульсий. Показано, что в качестве модификатора использовали 1Н раствор серной кислоты. И полученный порошкообразный реагент обеспечивает эффективность очистки модельной эмульсии 99,3 %.
Цель исследования – рассмотрение возможности использования реагента, полученного в результате кислотной модификации саморассыпающегося электросталеплавильного шлака, для очистки реальных стоков цеха убоя мясоперерабатывающего предприятия.
Материалы и методы исследования
В качестве объекта исследования использовали высокоосновный, саморассыпающийся шлак электросталеплавильного производства Оскольского электрометаллургического комбината (ОЭМК) (г. Старый Оскол), полученный по гидравлической технологии охлаждения.
Таблица 3
Химический состав шлака ОЭМК
|
Содержание, мас. % |
Модуль основности, Мо |
||||||
|
CaO |
SiO2 |
Al2O3 |
Feобщ. |
MnO |
MgO |
Cr2O3 |
|
|
40,0– 48,3 |
20,0– 27,2 |
2,3– 6,3 |
7,0– 15,5 |
0,5– 6,0 |
6,0– 12,0 |
0,1– 2,0 |
1,7–2,0 |
Гидравлическая технология охлаждения, использующаяся в настоящее время на комбинате, основана на распылении воды после первичной кристаллизации шлака (при достижении температуры поверхности расплава около 600–650°С) с целью интенсификации процесса охлаждения. В результате чего происходит комкование частиц шлака с образованием смеси из пылевидных частиц и крупных конгломератов. Химический состав и некоторые технологические свойства шлака представлены в табл. 3 и 4.
Таблица 4
Технологические характеристики шлака ОЭМК
|
Показатель |
Значение |
|
Истинная плотность частиц, кг/м3 |
3200 |
|
Содержание (СаО+MgO)актив., % |
2,4–3,6 |
|
Удельная поверхность, м2/кг |
170–210 |
Шлак ОЭМК относится к саморассыпающемуся, подверженному в процессе охлаждения полиморфному превращению двухкальциевого силиката (C2S) из β- в γ-модификацию, что сопровождается увеличением объема кристаллической решетки на 13 %, приводит к растрескиванию и рассыпанию монолита шлака в порошок. Минералогический состав шлака по результатам рентгенофазового анализа представлен следующими основными минералами: γ-C2S (шеннонит), вюстит, периклаз, ферриты кальция, портлантид и некоторое количество свободной извести, что обеспечивает щелочную среду водной вытяжки (pH = 11,0–12,5). В качестве модифицирующего реагента использовали концентрированную серную кислоту. После модификации шлака полученный продукт подвергали сушке до постоянной массы при температуре не выше 55 °С, что обусловлено образованием сульфатов кальция различной степени обводненности в продукте модификации [14], далее измельчали до порошкообразного состояния и использовали в качестве комбинированного коагулянта-флокулянта. Минералогический состав продукта химической модификации шлака ОЭМК представлен на рис. 2.
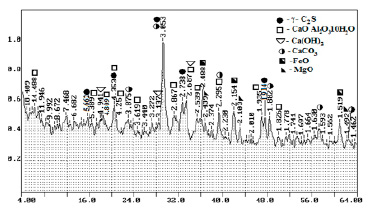
Рис. 2. Результаты рентгенофазового анализа (РФА) продукта химической модификации шлака ОЭМК гидравлического охлаждения
Таблица 5
Химический состав сточной воды цеха убоя птицепереработки
|
ХПК, мг O/дм3 |
БПКполн, мг О2/дм3 |
Взвешенные вещества, мг/дм3 |
Жиры, мг/дм3 |
Цветность, град. |
Мутность, NTU |
|
7350 |
3420 |
310 |
21,5 |
6870 |
349 |
В результате кислотной обработки электросталеплавильного шлака ОЭМК гидравлического охлаждения происходит выщелачивание основных оксидов с образованием кристаллов дигидрата сульфата кальция, сульфата железа и коллоидной кремниевой кислоты. Коагуляция высокодисперсной кремнекислоты происходит на поверхности частиц двуводного гипса в момент его кристаллизации, что способствует формированию высокодисперсной структуры CaSO4·2H2O с высокой степенью аморфизации. Это позволяет использовать полученный реагент в качестве комбинированного флокулянта-коагулянта в системе очистки сточных вод сложного состава.
В качестве водной среды использовали сточную воду цеха убоя птицеперерабатывающего производства ЗАО «Приосколье» (Белгородская область), характеристики которой представлены в табл. 5.
Осветление сточных вод осуществляли методом отстаивания. Эффективность очистки оценивали по изменению мутности сточной воды. Фиксировали также динамику образования осадка в процессе отстаивания. Мутность водной среды до и после очистки определяли на портативном турбидиметре-мутномере HANNA H1 98307.
Результаты исследования и их обсуждение
Сточная вода цеха убоя птицеперерабатывающего производства характеризуется высокой цветностью и седиментационной устойчивостью. В пробах на протяжении всего отстаивания в течение нескольких часов отсутствовала четкая граница раздела осветленного слоя воды и осадка. Для ускорения процесса осветления воды и формирования осадка экспериментальным путем подбирали оптимальный расход комбинированного флокулянта-коагулянта. Исследуемый сток помещали в химические стаканы емкостью 500 см3, добавляли в качестве флокулянта-коагулянта различные массы модифицированного шлака (от 0,15 до 0,4 г), доводили значение рН среды до 8,5–9,0 единиц 2H раствором NaOH. Перемешивание осуществляли магнитной мешалкой – в течение первых двух минут быстрое перемешивание и еще восемь минут – медленное. Далее полученную смесь переливали в цилиндры и наблюдали за процессом коагуляции с течением времени.
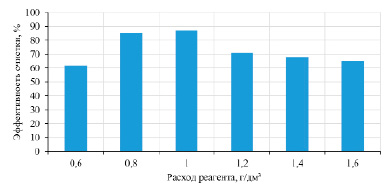
Рис. 3. Зависимость эффективности очистки сточных вод от расхода реагента – модифицированного шлака ОЭМК
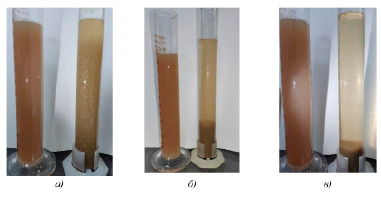
Рис. 4. Динамика изменения высоты осадка при использовании полученного комбинированного флокулянта-коагулянта с расходом 1 г/дм3, через: а) 2 минуты, б) 8 минут, в) 13 минут отстаивания
Через 60 мин отстаивания отбирали пробу с верхнего слоя воды на глубине 30 мм и определяли ее мутность, концентрацию взвешенных веществ. Оптимальной считалась доза реагента, при которой содержание взвешенных веществ в верхнем слое исследуемой воды после 60-минутного отстаивания было минимальным. Результаты эффективности очистки по взвешенным веществам представлены на рис. 3.
На основе полученных результатов можно сделать вывод, что максимальное значение эффективности очистки (87 %) достигается при добавлении в качестве флокулянта-коагулянта шлака ОЭМК, модифицированного серной кислотой, в количестве 0,25 г на 250 см3 сточной воды, что составляет 1 г/дм3.
На рис. 4 представлена динамика процесса коагуляции при оптимальном расходе флокулянта-коагулянта – 1 г/дм3. На рис. 4, а, отчетливо видно начало хлопьеобразования на второй минуте отстаивания стока в цилиндре и последующее осаждение взвешенных веществ. Окончание процесса коагуляции и формирование осадка происходит после 13 минут отстаивания (рис. 4, в).
Заключение
Полученные результаты позволяют рекомендовать использование реагента – продукта кислотной модификации саморассыпающегося сталеплавильного шлака в качестве комбинированного флокулянта-коагулянта для очистки многокомпонентных сточных вод птицеперерабатывающих предприятий.
Работа выполнена в рамках реализации федеральной программы поддержки университетов «Приоритет 2030» с использованием оборудования на базе Центра высоких технологий БГТУ им. В.Г. Шухова.
Библиографическая ссылка
Старостина И.В., Локтионова Е.В., Порожнюк Л.А., Лупандина Н.С., Кирюшина Н.Ю., Писклов М.А., Лушников А.С. ИСПОЛЬЗОВАНИЕ МОДИФИЦИРОВАННОГО СТАЛЕПЛАВИЛЬНОГО ШЛАКА В СИСТЕМЕ ОЧИСТКИ СТОЧНЫХ ВОД ПТИЦЕПЕРЕРАБАТЫВАЮЩЕГО ПРОИЗВОДСТВА // Успехи современного естествознания. 2022. № 11. С. 136-142;URL: https://natural-sciences.ru/ru/article/view?id=37941 (дата обращения: 21.06.2026).
DOI: https://doi.org/10.17513/use.37941